�u����ձõ��OӋ�ӹ��cʹ��
�u���������Ց�����������������������:
�� �Y�����Ρ������ɿ����㲿��������;
�� �����o��Ⱦ,��ճ��ͨ���ȟo��;
�� ���s��Դ,һ�_30m3/h (8.33L/s)�Ĝu����ձÃH��Ҫ0.6��0.75kW��늙C;
�� ���s�\���M��,�u����ձßo����, �ܷ����s������Ҫ��;
�� �\�Ӳ�����ȫ��ƽ��, ���С�������͡�
�u���ĸ�����1905����Creux�l����1973 �������ϵ�һ�_�u��ģ�ͱ��������, ���g���v�����L��70 �ꡣ�u���C�����ܼӹ�����ĸ���ԭ�����ȱ�����ܵļӹ����g, ���܉F�u���;�֮�g�ľ��_�����c����, Ҳ�Ͳ��ܿ��ƹ������|��й©, �_�����u����ձõ�����ָ�ˡ����ǜu���C�����еij��ͨ���ț]������Ⱦ���ýY�����Ρ��\�гɱ��͡����������L���ܺĵ͡��\��ƽ���������͵����c, ������Ց����ИI���ИO����������͝��ڵđ��Ãrֵ�����ˌ��u���C���ĸ����D���錍�õĜu����ձîaƷ, ����ʮ�����, �˂����b�u�����s�C���OӋ�c�ӹ�����Ľ��, �ɹ��OӋ�����a������Ҫ�Ʉӡ��o�u���P���c���������S���ܷ�Ȧ�������D�C������늙C���傀���ֽM�ɵĜu����ձá����˱��C�u����ձõĹ�������ָ�ˡ���Ч�ʺͿɿ���, �˂��_չ�˴�����Փ�о��c���̽������Ŀǰ��ֹ�@����Ĺ�����Ҫ������:
�OӋԭ�t
Ҫ���u���C���ĸ����D���錍�õĜu����ձîaƷ,��횽�Q�����P�I���g���}: �� ���M�ܷ⡢�p��й©; �ڜpС��϶����߉��s��; �ۃ����Y������߿ɿ���; �ܺ������a�ӹ���ˇ�����͌����쾫�ȵ�Ҫ���ͳɱ���
�ڜu����ձõ��OӋ����Ҫ�ıõĹ���Ч�ʺͿɿ��Գ��l, �x��õĽY�����������ȿ��]���DZõ�����ָ��, ��O����նȡ����١��ܺġ��D�١��w�e�������Լ��ⲿ�ߴ��; Ȼ���������ָ�ˁ��_���õăȲ��Y������, ��u�����͡����A�ߴ硢�u���ںu���ڸߺ����S����ƫ������; �ڌ��F������ָ�˵Ļ��A��, ���M�бõ����w����, �����Y���������������w�Լ��ܷ�����x���S���x����̎���c��늙C���x��ȡ�
�Y���OӋ
������ߜu����ձõĹ���Ч��, �u����ձò������p��Ӝu���P, ʹ�Ӝu���P���������ȫ��ͬ���;��Y��, �Ӝu���P�;������r�քe�c�ɂȵ��o�u���P�;�����, �@�ӿ���ʹ�����u�����^�\�D�r����ƽ��, �����ڿ��g����Ч���ò��pС�S��ĥ�p��
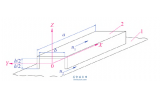
�OӋ�r�ڈA�u�_���Ļ��A��, ͨ�^�o���u�_���������S��߶Ⱥ͏�����, �γɵڶ����u��, �ɂ��u�������دB(���180°),һ���oֹ,һ�����D,�γ������Κ�ǻ��һϵ���@�ӵĚ�ǻ���u���C���ăȲ��c�ⲿ���x��������ϵĜu�������\�ӵķ���, ���@Щ��ǻ�OӋ�ɏ�����Ɖ��s�Ԍ��F��ճ�⡣
�ڴ_���˜u����ձõĜu�����ͺ�, ���ˌ��Fʹ���܉���Ч������Ŀ��, ���ʹ�u���;��ڸ�����՚�ǻ�܉����Ç��ϡ��ڜu���;������Ķ�, �A�u�_���;����ڵ��ߵĸ����γ�, ʹ�߉��^�u���ں�׃��, �����������ǻ�����ȏ��s���ص�Ӱ�, ���u����������r���ӡ����ן�׃��, ߀����ʹ�Ś�ǻһ���ָ߉����w����, ���͜u����ձõĹ���Ч�ʡ����˽�Q�@Щ���}, �˂����ÈA�u�_�����������ķ���, ���M�߉��^�u���;��Y�����@������, ʹ�u���ڵĄ��Ⱥ͏����������, ��������˱õĿɿ��ԡ�
���ֹ�ɂ��ӡ��o�u���P�����\��, �OӋ�rͨ������A���ϰ��b�ׂ�ƫ������ȵ�С���S�����`�Ӝu���P�c�o�u���P, ���C�Ӝu���P�������o�u���P�@�Ѕs�����D��
й©�c�ܷ�
�u����ձõ�й©��Ҫ����ͨ�^�u���;��S���g϶�ď���й©��ͨ�^�;������g϶������й©������й©���Բ���픲��ܷ����Q, ������й©�t���ÿ��ƄӜu���P�c�o�u���P��֮�g�g϶�ķ�������Q���u����ձõ��ܷ���Ҫ����픲��ܷ���S���ܷ�ȡ�픲��ܷ�����ǎׂ����L�ķքe���b�ڄӡ��o�u���P픲����ܷ�l, �ܷ�l��������u���P�������A����, ʹ��ǻ�ڜu���P픲���й©�p����С�������ǟo���\�D, Ҫ���ܷ����ĥ���ߜء�����һ���Ŀ���׃���ܡ�픲��ܷ���IJ��|���ߴ硢λ�Ì��ڜu����ձõijɹ��L���\�D�����P��Ҫ�ġ��S���ܷ⿼�]���nj���ճ��ͨ���c��������֬���ָ��x,���F�u����ձõ���Ч�坍�o�ͳ���ա�
�D3������й©
��Q�˜u���P�ļӹ��͜u��픲��ܷ��,��Ҫ���]�Ú�ǻ֮�g���g϶�c�ܷ��ˡ��u��픶˵���Ч�S���ܷ����Է�ֹ���w�S��й©�����ǜu���P�����ܷ�(��ǻ֮�g���ܷ�) ߀Ҫ��u������֮�g���g϶��С, �ԱM���pС������ǻ֮�g��й©��СһЩ���g϶���������ټ�һЩ��ǻ, �����ƱõĘO����նȺ��б�Ҫ���mȻ�ڌ��H���î���, ���ڼӹ�Ҫ����Щ�ط����Է���, ������՚�ǻ���������\���^�̮��б���c����ܷ���^, �g϶��С�Ĵ_�����OӋ����һ������, �e�ǿ������S��С��ǻ֮�g���g϶�����ͨ�^�����Wԇģ�M�c�����l�F, ���ڄӡ��o�u���P�ĽY�������h����Ӱ�, ���\�D�^���ЄӜu���P�Ĝ����c׃�θ����o�u���P, �������ڿ������S̎���������u����ձÄӡ��o�u���P���ć����\�D���l�F, ���ڄӡ��o�u���P�����r���a����׃��, ����׃����������ͬ, �ӡ��o�u���P֮�g��С�D���g϶���S������r��׃�����g϶�^��, �����±õĘO����ն��y���_��, �g϶�^С, �ӡ��o�u���P֮�g���l��Ħ������ҧ��, ���ضȼ�������, �õ�Ч�ʴ���½�, �����ƉĄӡ��o�u���P����, ���±õ�ҧ��ʧЧ��
�D4�������g϶�c����й©
��Փ�о��cԇ��C��, �u���P픶˵��S���ܷ⌦�ڱõ�����, �����DZõĘO����ն�, ���ЛQ���Ե�����, �u���P��������ǻ֮�g���g϶�c�ܷ⌦�ڱõ����܄t�����ஔ��Ҫ������, �@���c���������OӋ�ߵ������ҕ��
����cƽ��
�F��Խ��Խ��Ĝu����ձÑ����ڷ����yԇ�x���O�䮔��, �@Щ�x���������l���c�h��Ҫ���^�ߡ��������ڃȵăx���O��һ�㰲���ڰ��o�ķ��g�ȵ�������, �õ���Ӳ�����Ӱ푵����y�����Ĝʴ_��,��˱�회���Ӝp����С���߸��x���, �@һ�c�OӋ�ߑ���ͨ�^�u�����g���OӋƽ��팍�F��
�����x���c�ӹ�
�u���P���IJ����x���ǏĽ����ܺġ���߿ɼӹ��Եȷ��濼�]�ġ������Mһ���p�لӡ��o�u���P��ĥ�p�����ͱõ��ܺġ���߿ɼӹ���, �_���x��Ͻ��T�X��ӡ��o�u���P����, ���^�m���ļӹ��ͱ���̎����, �ڸ��������\�ӗl�����܉��ߜء���ĥ���ԝ���, ���C���F�õ�����ָ�ˡ����ڳɹ�����u����ձõ�����ϵK�Dz��܌��u�_���ͼӹ�����_��ʹ��ǻ�g��й©�p����С, �@Ҫ���_�lһ�N���١����ֿ��ơ��܉��C��������ļӹ����ġ����ς����o70 ����u��ģ�ͳɹ��������, ���F�ڜu���C���ɹ����õ���ի@���ИI��ֹ, �u���P�ļӹ������ӹ���ˇ���ɱ��c����Ч�ʵ���Ҫ��Ҫ�����˃ɷN��ͬ�ķ���, ��չ�ɷ��͔�ֵ�ƽ�����
������ߜu���P�ļӹ������cЧ��, ��������Щ�Cе���칫˾�ѽ����a�����m���ڜu���Pչ�ɷ��ӹ��Č��C���@��C�������S�Ӻ��]�h����, ��չ�ɷ�����A, �Y�ψA�����a�c���ÊA��, һ���b��������ɜu���P�ļӹ����@�N���C�Ԅӻ��̶ȸ�, �����Ԅ��ϡ����ϡ��ԄӓQ�����ھ��ԄӱO�y�������ڎ�犃���ɼӹ�, �ӹ��`��C��10 Lm �ԃ�, �������˼ӹ�Ч�ʺͼӹ����ȡ������˼ӹ��ɱ����OӋ�c�ӹ����������������}߀�����ܷ���ϡ���ǻ����̎�����S�С���ˮ�⡢����м�����Լ���ձõ�һЩ����Ҫ��ȵȡ�
�b���c�{ԇ
�u���õİ��b�c�{ԇ��Ҫ�������^�İ��b: �����^�c�C����늙C���B�ӡ��ڱ��^�İ��b�c�{ԇ�A��, �܉��Q������Ҫ�Ć��}������߱õ��ܷ����ܡ�
�ܷ�����u��픲��ܷ�͚�ǻ֮�g���ܷ⡣Ŀǰ�u��픲��ܷ����ʽ�ЃɷN, �քe�鉺��ʽ�ܷ�͏���ʽ�ܷ�:
�D5������ʽ�ܷ�͏���ʽ�ܷ�
��������ʽ�ܷ�͏���ʽ�ܷ���Ѓ��c, �����u����ձò��õ��Ǐ���ʽ�ܷ⡣����ʽ�ܷ��ԭ���ܺ���, �������ܷ�l�ď��ԉ��o���ܷ����á��ڰ��b�c�{ԇ�^����, ���b�r����Ҫע�⌢�ܷ�l�����������p�p�İ�����픲��ܷ����, ���bǰҪע����������坍������ǻ���ܷ����ɜu���w�Ăȱ�֮�g�Ŀp϶�����������ٶȵĴ�С�Q����, �ȱڵĿp϶��Сһ�������0. 005 mm ���ҡ��������b��ɺ�, ����Ҫԇ�\��һ�Εr�g, �ٲ��_, ȥ��ԇ�\�Юa������м, ������ǻ, Ȼ�������b��, ���b�ñ��^, ���B�ӱ��^�c늙C�͙C��, ��ɰ��b�c�{ԇ��