�ߜ�С�������α��l��ʧЧԭ���������ʩ
���������α��S��ĥ�p�z�y���֣�ͨ�^�����α��\�Р�r�����ϵĕr�c���S��ĥ�pԭ��������U���ڴ����������g���α���С���������㡢�S�в��|��ĥ���Բ��DZ�ʧЧ����Ҫԭ����ȡ��Ч��ʩ�M�и��M��ʹ�ߜ�С�������α��\���������L���S���M�ý��͡�
һ��ǰ��
����ij���a�b�Ñ���һ�_С�������αã�ݔ�����a�^���Юa���������߷��Ӹ��a��������c�^�ߣ��������̣��ʴ����αñ����200�����Ҳ������ߜء�С����ʹԓ���y�������\�У������a�b���_�����l�����ϡ��l��ʧЧ�������a�c�S�ɱ����ߣ��ҳ���������a�b�÷�Ӌ��ͣ܇����˸���ԓ���αã����L���\�D���ڳɞ��b�����a��ȫ�\�е��P�I��
�������αõĽY���c�\�Р�r
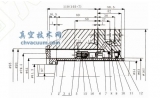
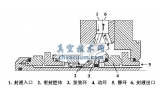
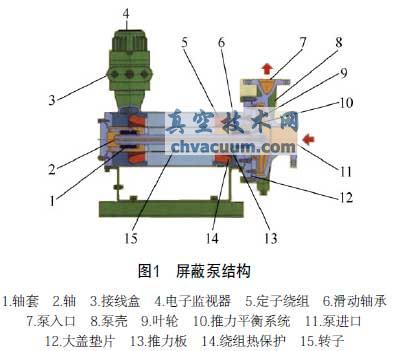
�������α���һ�Nȫ���ܽY���ğo���ܷ�ã���Y����D1��ʾ���õ��~݆�c����늄әC���D�Ӱ��b��ͬһ�S�ϣ���ǰ���S��֧�н���ݔ��Һ�w�У�ݔ��Һ�wͨ�^��ѭ�h��·����늄әC�a���ğ����������S�С�늄әC�Ķ��Ӄȱ����c�D��������зǴ��Ե����g���ٱ����ܷ⺸�ӣ�ʹ�����@�M�c�D���F�ĺ�ݔ��Һ�w��ȫ���_�����C늄әC�����\�D�����αÑ��õ��S��ͨ���Ǿ��г�Ҏ�Y����Һ�w���������S�У�����|һ�����ʯī����n�������|ʯī�������ԝ������܃�����Ħ�����^С�������g�ԡ��ߟ᷀���Ժ͌����Ե����c������ռ��g�W(http://shengya888.com/)�J�����α�����Y��ʹ��������ͨ�x�ı���ȫ���]��й©���\�Dƽ����ȫ���ܸߡ����ͺͽY���o���ȃ��c���dz��m��ݔ����ȼ���ױ����ж����gҺ�w��
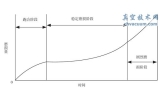
�����߷��Ӹ��a�����һ���Ķ��ԣ������^�ߜض��²��ܱ���Һ�w��B�����m�������α�ݔ�͡��x�õ����α��������S����ӱOҕ�����S�Мض�Ӌ���Ա�O�ر��\�D�^�����S�е��\����r;�S�Н��������ԝ�����ʽ�����ñ���Һ�w�ر��w����ѭ�h��·���ӣ����^�S�кͶ����������c�D��֮�g���g϶�������S�в�����늄әC�a���ğ���;���~������0.8m3/h���������1.8m3/h����С����Ҫ����0.50m3/h������ډ����0.284MPa���õ��OӋ�ض�250�棬�����ض�200������;���������a�^���У�ԓ��ݔ������������С������������ݔ�������a���������ͨ��ݔ�͵�����������0.25��0.3m3/h��
���������α������a�b���_���Ժ��\�������^�̣�ÿ����Ҫ�z�ގ״Σ�����ӛ䛽yӋ��2007�����2012����z��29�Σ�ƽ��ÿ��z�ӽ�5�Ρ�ԓ�ù��ϱ��F����ӱOҕ���@ʾ�ɾG��Ѹ���D׃��3�K�S����t�����@Щ�F���f�����αõĻ����S�Ѱl��ĥ�p�����϶�l�������a�������õĴ����������g�������Y�����\��2��ȡ��ڴ����������g����ֹͣ��ͬ�r���a��Ҳ��������;���A�����α��^�m�\�У������������a�ﵽ���ޣ�ֻ����С�������M��ѭ�h���������α��OӋҪ����С������������0.50m3/h���ɰ��b����С�������ϵ�һ���װ����ơ�
�������αù���ԭ�����
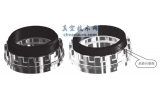
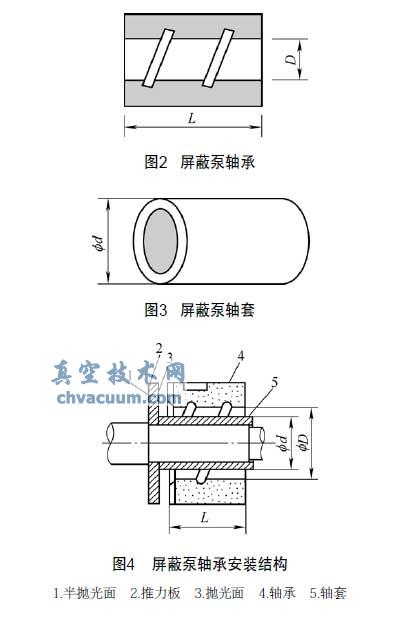
�������a�����αý����l�����ϣ���Ӱ푵��b�����a�������Ͱ�ȫ�\�У���˷������ҳ�����ϵ���Ҫԭ���ǽ�Q���}���P�I�����α��S����ӱOҕ���@ʾ�t�����������α��S���Ѱl��ĥ�p;�鿴�˱ö�εęz��ӛ䛣����S���c�D�ӱ���������@Ħ�����E��ӛ�d���@Щ�F���f�������S��ĥ�p��ԓ��ʧЧ����Ҫԭ�����C���S��ĥ�p���˽⻬���S��ĥ�p�ij̶ȣ���2010��4���������αõ��S�С��S���c�������M���ˌ��I�y��(�y���DҊ�D2���D3�����b�Y��Ҋ�D4)���������ț]׃�����oĥ�p;���S���c�S��ĥ�p���H�y������(Ҋ��1)��֪�������S�Ѓȏ�ǰ������0.5mm���������1.3mm���S���L�ț]׃��;�S���⏽ǰ�˜p��0.34mm����˜p��0.44mm;�����S���c�S��֮�g���g϶ǰ������0.84mm���������1.74mm���@Щ��������f�����αõď���ĥ�p���أ��S��o�κ�ĥ�ġ�
�����ԝ������α���һȱ�c�����L�r�gС�����\�еĠ�r�£��п��܌������αÃ�Һ�w�������S�аl����\�й��ϣ��������l�ø��\�D���p�Ļ����S���c�����ȇ��؆��}�����a�����α��OӋ�����^С�������ض��^�ߣ����ڴ����������g���õ�ݔ������ֻ����С���������������������DZõ���С��������������С����������Ȳ��M����������Ҫ����С����������������С�ڱ���С���������t������S���c�S��֮�gȱ�����ĝ������w�������S���c�S���g�ď���ĥ�p��
��1 ���αù��Ϻ��S���c�S���g϶ֵ׃��(��λ��mm)

�����ɴ˸������a�����αðl�����ϵĕr�g�����ό��ù��Ϻ��S�С��S���c������Ĝy�������Y�����Գ����Д࣬ԓ���S��ĥ�p����Ҫԭ������Ѓɂ���
����1)��ݔ������������Ã�ѭ�h�ĝ�������s���w�p�٣���ɻ����S�Ї��صď���ĥ�p��
����2)�S�в��ϵ���ĥ�����^��ڸߜحh���®�������r׃��r��ĥ�p��
���������Ϸ����Д࣬�������αÃ�ѭ�h���w��������߱�ݔ�������ǽ�Q���}��ʹ���αõ��S�еõ���֝������p��ĥ�p����Ч������Ҫ���ԓ�õ�ݔ���������e�ڴ����������g��ֻ����߱õ���С������������;�˱õ���С�������������ɿװ��������װ�Ŀ��OӋ�����m�����������ɱõ�ݔ������׃С���ʑ�ԓ�Ⱥ���װ�����ˌ����������Ƿ�M����С�����������Ƿ��_���S�г�֝����ėl�����ڿװ��OӋ�������ϲ鵽���װ�ǰ��2.5bar(1bar=105Pa����ͬ)������0.50m3/h���װ����3.25mm����������װ��Ӌ�㹫ʽӋ��ó��Ŀ���3.508mm����������ֱ��3.25mm�Ŀװ�ʹ���αõ�ݔ���������ܲ���0.50m3/h�����ضȲ��ӻ����s�|��������С�������y�Ա��C���ɴ��Ɣࣺ�װ�Ŀ��^С�����α��ڴ����������g���S�Ї���ĥ�p�Ķ���ɹ��ϵ���Ҫԭ��
![]()
����ʽ�� D——�װ�ֱ������λ��mm;Q——ͨ�^�װ����������λ��m3/h ;Cr——����ϵ����ȡֵ0.65;ΔH——�װ剺�����λ��m��
�ġ����M��ʩ
����ᘌ����������Y������2013��6���b��ͣ܇�z�����g�����αò�ȡ�����¸��M��ʩ��
����(1)��ʩһ ����װ�Ŀ���������αõ�ݔ������ʹ֮������С�����������ڴ����������g�����C���αÃ�ѭ�h���������ƻ����S�еĝ�����늄әC��s��r�������õ����ܜyԇ����(Ҋ��2)���������a�^���Ќ���ݔ�������_��ͨ�^�װ��������1.0m3/h��Ӌ����װ�Ŀ���4.96mm���װ������������a�����αõ�ݔ���������_��1.30m3/h����С��1.0m3/h���Ȳ�Ӱ��b���������a���\�У�Ҳ�����˴����������g�S�еĝ�����
��2 �ؽM�����αÜyԇ����ӛ�
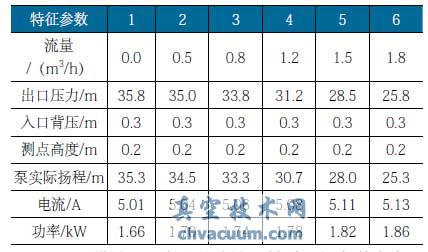
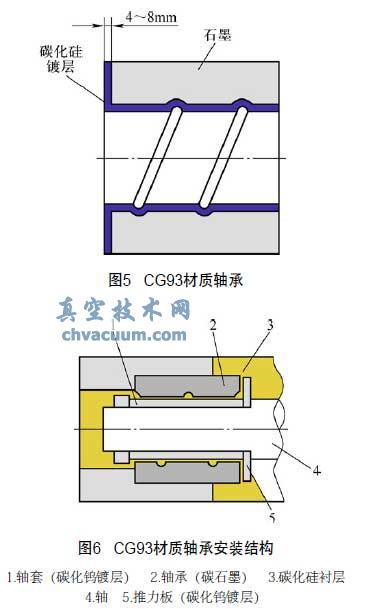
����(2)��ʩ�� ���M�����S�в��|��������ڸߜع��r�µ���ĥ���ܣ��Է�ֹ�װ�������ݔ������ͻȻ�p�ٶ������S�Ї���ĥ�p�İl�������a�����αõĻ����S����ʹ�ò�����CG43�����ڽ��n��֬�c���ٵ�ʯī���˲����������S�Б��ÏV�����ԝ������ܺã�˲�g�ĸ��\�DҲ�ɱ��C���w������ɽY���Եēp�ģ� �����S�аl�����ѣ�CG43���|����Ӳ���^�ͣ�����������αõĸ��x�ć��عΓp����������;�͟����ܺã���ʹ���ڸߜصIJ������r�������ڿ��_��450 ��;���@�N���|����ĥ�����c�Ӳ���Եͣ��ڸߜغͱ��w��ѭ�h��������Ĺ��r����ĥ�p����������S�е���ĥ���ܣ����M�S�в��|��CG93���ڽ��n�����c��֬��ʯī�����һ��4mm̼����(SiC)(Ҋ�D5)���˲��|�Y����ʯīCG�c̼����SiC�ɷN���|�����ԣ�ʹ�S�и��m���ڸߜع��r���\�С����ڲ��|���Mʹ�S��Ӳ����ߣ��c�S��������S��������IJ��|ͬ�r���M����316SS���ı�������̼���u僌ӣ�ʹ�S���c��������S����ĥ�������m��(���b�Y��Ҋ�D6)��
�塢�Y�Z
����ͨ�^���ù��ϵ�ԭ������̓�헸��M��ʩ�Č�ʩ���ߜء�С�����ؽM�����α���2013��6�¸��찲�b�����S�Мض�Ӌ�@ʾ�S�Мض�ֵ��196���½���192��;��2014��5�µ״˱��S����ӱOҕ���S��һ�K�G�����\�зdz�ƽ����ԓ���αõĸ��첻�����C�����a�b�õ��L����ƽ���\�У�ͬ�rҲ�p���˾S�o�z�����������������a�;S�ɱ���