����ī����45200m3/h���շ��O���Ŀ�{ԇ�w��
������B�˳���ī����45200 m3/h�ȼ��շ��O�����̡��aƷ����ָ�ˡ���ˇ�������c����Ҫ���יC�M���Լ���ԇ܇�{ԇ�\���^���������Ć��}��̎������������ԓ�շֵ��{ԇ�����^�̿��Y��һЩ������m�Ĵ��Ϳշ��Ŀ�{ԇ�����ṩ�˾��Ѕ����rֵ�Ć�ʾ��
һ��ǰ��
����45 200 m3/h�շ��O���Ǻ��ݺ����ɷ�����˾��ī����������䓏S——�ɿ�����䓏S(���QAHMSA)�OӋ����ģ�Ҳ���҇����Ϳշ��O����ڵ����ĵ�һ�ף����g�ϲ��Ç��Hһ�����Љ������Љ����aƷ�p�ȉ��s���̣�ԓ�O����2011��3���_ʼ���b������2013��4��29�������ɳ����O�����K�{ԇ�����ܿ��˹�����ԓ�շ��b���O���\�з������������ָ�˾����^�OӋֵ��
�����շ��O�����̺ͮaƷ����ָ��
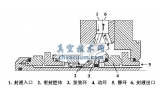
����45 200 m3/h�ȼ��շ��O�乤ˇ������D1��ʾ���aƷ����ָ��Ҋ�±���
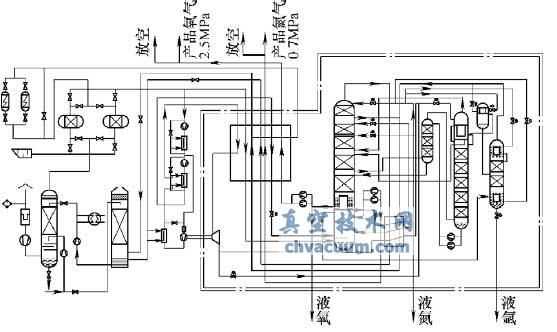
�D1 45 200 m3/h�շ��O�乤ˇ���̺��D
45 200 m³/h�շ��O��48h�����������ָ�˱�

������ˇ�������c����Ҫ���יC�M
����(1) �՚≺�s�Cϵ�y ԭ�ϿՉ��C��̖��GT153L3K1���՚������C��̖GT063L2K1�������õ����a�ĸ�Ч���༉�x��ʽ���s�C�����s�C�ɸ���늄әC�τӣ�늄әC�����M�����T�ӮaƷ�����_�C�M���Ñ��Ⲽ�ã����e�Ƚ����ˉ��s�C�S���Ľ��OͶ�Y����ʹ�շ��O�乤ˇ��ܺ�����
�����Չ��C�������C���Dz������T��PLCϵ�y�����s�C�������i�����Ƶ���Ҫ������PLC���У������ɉ��s�C�S���ڳ��S�r���PLC�Ȳ����Ƴ�����{ԇ���@�Ӽ��ܱ��C�C�����ƵĿɿ��ԣ�ͬ�r��ʡ�˺ܴ�ɱ������ܿs�̬F���{ԇ�r�g��
����(2)�՚��A��ϵ�y �՚��A��ϵ�y���Î�ˮ����������Ч�՚��A��ϵ�y�����Ȳ��������OӋ��ɢ�����ϣ������M�ڸ��m��4�_���͜�ˮ����
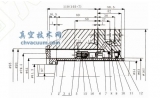
����(3)���ӺY�����������P�p�Ӵ��Y�� �����L���ڣ��p�Ӵ������ГQϵ�y���ßo�_���ГQ�����U�y�������ГQ�y��늼ӟ����������M���O�䡣
����(4)���s��ϵ�y �������������Y�������g�������͚��������ø�Ч��Ҏ�����ϣ���������������ďͺϲ��ò����p�ӽY�������pС��ռ����e�ͽ��������I�����y�ȣ�2�_��Û�C��6�_�͜�Һ�w�ò���Cryostar�aƷ���_���˿շ��O��ķ����\�У��С��͉����Q�������ú����Լ��OӋ����һ�wʽ�Q���������Q�����c�^����ͬ������ָ������ڰ�ʽ����ȣ��aƷҺ�w�ú�����Һ�w�þ����M���O�䣬��������������ڙz�ޣ��Ҿ���һ��һ�䣬�_���O���\�е��B�m�ԣ������Љ������Љ����ȉ��s���aƷ�������ֱ���M���Ñ��W�ܣ��p�������C�͵����C�O��Ͷ�Y������Һ���Ãȉ��s���̣��Ķ�ʹ���䲻���ŷ�Һ������ռ��g�W(http://shengya888.com/)�J���ֹ̼�仯�����������зe�ۣ��������O����\���L�U��
�ġ�ԇ܇�{ԇ�\���^�̿��Y
����1. �Չ��C�ΙCԇ܇�^���еĆ��}��̎��
����ԭ�ϿՉ��C�چΙCԇ܇���g�����������\�D29min���_ʼ�M�з�����ԇ�����Չ��C�Ś≺�����քӾ����PС�ſ��y����s1h����F�Չ��C�Ś≺�������½���DCS�@ʾ�ſ��y�_�ȱ�����38%��ϵ�y�����·�o�Ś�ſլF���ɷſ��y��ȫ�_�Ō������½������F���ˌ��ſ��y�_�ȣ����錍�H�_�Ȟ�100%�����ſ��y�M�Йz�飬�l�F�y�T��λ����λ����׃�Σ���λ����|���X�������J�鶨λ�及�Ȳ��㣬�ɏS���չ��̎��_�J���X�|��λ����Q��ͬ�Π��̼䓰壬���}���Խ�Q��
�����Չ��C������ԇ���ɺ����M�к��m��·���ߣ���ʽ���ӿՉ��C���Ś≺��������430kPa���\�д�s30min�Չ��C�Ś≺�����_ʼ�½����ٴβ鿴�ſ��y���z��l�F�ſ��y�x���Դ�ܽ��^����Ó�䌧�·ſ��y̎��ȫ�_��B���ܿ��ƣ��ſ��y�ײ��o֧�μܡ�
���������J��ſ��y�ײ��o֧�μܡ��y�T����^���x���Դ�ܽ��^����Ó�䣬̎�������ЃɷN���ڷſ��y�ײ���֧�μܣ��x���Դ���ɲ�䓃x���ܓQ�ɽ���ܛ�ܡ���һ�N������ʩ�����^�L���F����ȡ�ڶ��N���������}���Խ�Q��
����2. �����C�i��܇������̎��
���������C�ΙCԇ܇�Լ��������A�ζ����^����δ���F�^�κΆ��}��������ʽ�{ԇ�A��ĩ���Ś�ض���27���_ʼ���ӣ��I�������ˆTδ���r�l�F���ض��������iֵ��ʹ�����C�iͣ܇�������Cͣ܇��ͬ�r��Û�CҲͬ�r�iͣ܇�����͵ض�Ӌ���^�M�ДQ�o�����������C��ĩ���Ś�ض��@ʾ������������Û�C���\��һ�Εr�g�������Cĩ�˜ض����_ʼ���Ӳ������������z��ĩ����s���Mˮ�y�T�_�ȣ��y�Tһֱ����ȫ�_��B�����ض��@ʾ��37�����ҕr�F����ĩ�˳��ڹܵ����üt�⾀�y�x�M�Мy�����ضȴ�s25�棬�������|�����ڹܵ����ܵ��������ඨ�ض�Ӌ�ѓp�ģ�ժ��ĩ�˜ض��B�i�����Q�ض�Ӌ��ض��@ʾ�֏�������
����3. ���ӺY��ĩ�����}��̎��
�����F��1#���ӺY�������������{ԇ�^���У��l�F�ڿՉ��C��ͬ�ӱ����¼Ӝش����ֵ�ض��^2#��35�棻�����ӺY�����^2#��6 000 m3/h�������ӺY�����^2#��0.7kPa���ң����ӺY����AE1203�ھ����@ʾ��������������0.5 ppm(1ppm=10-4%)���¡�����Y������_1̖���ӺY�ɶ��˿ף��M��Ȳ� �z�顣��Ȱl�F���ӱ��桢�����ıں͞VͲ�϶��Ƿۉm����������߅��������ƽ���F�����Q���M����ӺY���M�д��ӱ����^�Y̎�������������ıڷۉm�͞VͲ����ۉm�������m���M�����m̎�������ӱ����^�Y200 mm��̎���^���аl�F��s500 mm���ӷ��ӺY��ĩ��߀�Ǻ܇��ء�
����̎����1#���ӺY�Q����2#���ӺYҲ���_�˿��M�Йz�飬�l�F2#���ӺY���w��r�c1#���ӺY��ƣ����Ȳ���ĩ���̶��^1̖���ӺY�p���s2/3���ӱ����^ƽ������ĩ���^�p�����p�p���봲�Ӽs25 mm����F�����o����ķ��ӺY����1/3���ӱ����^��y����ĩ���^���ء����ӱ���һС�^�������@�ĸ��P���E�������Ϸ��V�WҲ���ڸ��P���M��2#���ӺY�����ӱ���ۉm�Ҷ�IJ�λʩ���^�Y̎�����VͲ�����c������Ͳ�w����ķۉm�������m���M��̎����
�������_���ӺY����K�{ԇ�A�Εr�����a��4�fm3/hؓ�ɕr���_���ӺY�������^��(���^30 kPa��������̼������������ֵ)��ֻ�Ì����a������3.2�f��3.5�fm3/hؓ���Ա��C���ӺY�������Ԅ��M�С����^�OӋ�ͷ��ӺY�S�Ҽ��g�ˆT���������_���ӺY���Ϸ�ĩ���ஔ���أ���ĩ�����^�V�W����ɷ��ӺY�����^�������Q�ˆ��}ֻ�Ќ����_���ӺY������ȫ�����Q�����_���ӺY���Q���������ٴ����ӷ��ӺY�����֏�������
����4. ���ӺY�ГQ�y���b�����e�`��̎��
�������ӺY�ГQ�y(���U�y)�ڰ��b�A�Σ����ذ��b��˾������Ҏ���b��ʽ���b���ӺY�����ГQ�y�����{���ӺY����r�����ӺYж���A�Σ��oՓ���ӺYж���y����_���ӺY�������S����200kPa���ң�����һֱж�d���������������ڷ��ӺY�ГQ�y�����yй©��ɣ����^�F���_�J�����y�T�����b��������ж���A�����y���������yǰ������������Ҫ�ڰ��b�r�M�з��b����t�����Fй©����ͣ���s�C���b�˃��_�����y��й©���}��Q�����ӺY�����\�������������b�r��Ҫ�eע����¡�
����5. �͜�ˮ�ó��ڹ�����^��
�����՚��A��ϵ�y���ա�ˮ���������b����ɺ��_���A��ˮ�Ì��ա�ˮ�����w�M�����_ϴ�������Ӻ�l�Fֹ���y����l��푣��ó��ڹܵ�����^�ܵ����ͬ�r���ӱ��w�l����ӡ��F���z��ú�ܵ�֧�μܣ�֧���v��δ�|��������֧�܉|���ұú��һ��֧�ܸijɹ̶�֧�ܣ��ٴ������\��������
����6. ԇ܇���g�ք��y����
��������Y����l�FV301�y�o���P����й©���^���Д����ڴ��߽Y����δ�M���y�T�_�Ӷ�ֱ�����^���F�����P���y�T�����y�T�ܷ����ܓp�����y�T��ж���M����ĥ̎�����y�T��ж��l�F�y�w�ܷ���һ̎��һ�����ܓp���F���ӹ���ĥ���ߣ�ُ�I��ĥ���M���y�T��ĥ̎������ĥ��s9�죬���ܷ����ܓp̎ĥƽ������M��ԇ��һ��ͨ�^��ԇ܇�{ԇ�A���P�]�y�T�r��ע���M�Д_�Ӵ��ߣ��Է��s�|�Ɖ��y�T�ܷ��档
����7. ��������yй©��r�²���^�V��
���������\��һ���r�g������^�V�������������^�V���M���坍����������y�����|��ԭ����й©�^��ֹͣ���M�мӜأ�������yй©�^���^�V���ܵ���һֱ����Һ�w��
����̎���������^�V������r������yй©�o�������w�ӟ����������M�в�����Ȍ��ñM���M�мӜأ��Ӝؚ�Ͷ��һ�Εr�g��(�oҺ�w���@�ų�)�ٌ��^�V�����m��˨�g��һ�w��������g����˨�����ɺ��P�]�Ӝؚ�Ȼ��ʣ����˨�������˨�����ɺ�ʂ�ȡ���^�V��ǰ���_���Ӝ������^�V���Ӝأ�Ȼ���ٌ��^�V������M���坍���^�V�����bǰ�ɴ��_�Ӝ��y��Һ�w���������ܵ��Ӝ�Ȼ��Ѹ�ٻ��b�^�V�����Ӝؚⲻ��Ͷ�ÿ�ʹ�ܵ��ȜضȲ������^�͡�
����8. ��ó��ڹܷ��m©Һ̎��
����ѭ�hҺ��������\�к����M����o�����\��һ�Εr�g����A�ضȲ����½��_��-182��(���������ǰ�b��V����)�����ɱ�����ڷ��m����й©(δ�_��֮ǰ���A�ض�����)�����V���ްdz���l�F��ó����y���m©Һ�^��ֹͣ�\�У����w��Һ�Ӝغ������m�鿴�|Ƭ���|Ƭһ��δ���o�������yǰ��ܼܼ��O��λ�K���҃ɹܼ�֮�g���x�^�h1.5m�����ǹܵ��������·��mй©�����y�Tǰ����������Q�|Ƭ���m�Q�o�����Ӛ���\��������
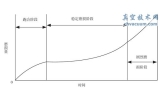
����9. �շ�Һ�ռ��Ⱥ͚��s�ּ��ȵĿ���
�������շ֮aƷ����������Һ����Һ���É��s�͟��������䣬��������Һ����ȡ�^�࣬��������Һ�����p�٣�Һ�ռ��������½�������{ԇ���ښ�ϵ�yͶ�ú�a���_���OӋֵ�r��Һ�ռ��ȿ��Ƒ��ӽ��OӋֵ32%������Һ�ռ����^��Ҏ���̵ͣ����Ԛ��s�ֺ���Ҳ�����½�������ȡ���^��Ҏ����ƫ��С�������s�ֿ��Ƴ��^8%�����γ�“����”�F������������Y�����s�֑����Ƶ���8%���ˣ������Ě��s������������50 000 m3/h����������������1 200 m3/h���@��������ϵ�y���鷀����