�����ĘO�|(zh��)�V�x���������c(di��n)�z©��(y��ng)���о�
�������Ľ�B�˺��������c(di��n)�z©�^(gu��)����3 �N��Ҋ(ji��n)�Ć��c(di��n)ģ�ͣ�������(j��)������й©�O(sh��)Ӌ(j��)ָ��(bi��o)��(du��)���c(di��n)ģ�͵�ʾ©���w����M(j��n)�з���Ӌ(j��)�㡣����(j��)�F(xi��n)�е��ĘO�|(zh��)�V�x�b��GAM500 ��(du��)���c(di��n)ģ���M(j��n)��ԇ�(y��n)�(y��n)�C��ԇ�(y��n)�f(shu��)���ĘO�|(zh��)�V�x�ɜy(c��)©�ʝM(m��n)�㺽����©���O(sh��)Ӌ(j��)ָ��(bi��o)Ҫ���ԑ�(y��ng)���ں��������c(di��n)�z©��ˇ�С�
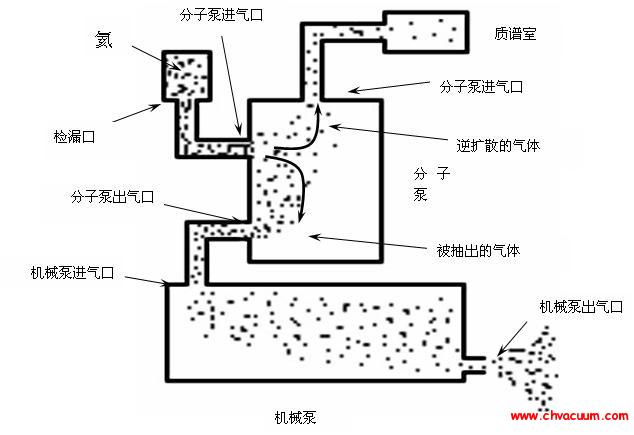
�����S�������΄�(w��)�������ӣ��������ęz©������Ҳ�S֮���ӡ�Ŀǰ�������ܷ�ϵ�y(t��ng)�ęz©ԇ�(y��n)�O(sh��)����Ҫ���ú��|(zh��)�V�z©�x�����|(zh��)�V�z©�xҪ��z©���|(zh��)ֻ�ܞ麤����⣬���������ں������z©�����еđ�(y��ng)�á����ں������Y(ji��)��(g��u)��(f��)�s���ܷ�Y(ji��)��(g��u)���Ҹ��Ԫ�(d��)����Ҫ��ͬ�ܷ�Y(ji��)��(g��u)Ҫ�M(m��n)�㲻ͬ��©��ָ��(bi��o)�����|(zh��)�V�x�y(c��)ԇϵ�y(t��ng)��©��һ��ֻ�ܜ�(zh��n)�_�z�y(c��)һ��(g��)�ܷ�ϵ�y(t��ng)������������IJ�ͬ�ܷ�ϵ�y(t��ng)�܉���M(j��n)��ͬ�Nʾ©���w��ͬ�r(sh��)�M(j��n)�Йz©���s���˺������ęz©���ڣ����Ǵ˷����Ǻ��|(zh��)�V�z©�x�o(w��)����(sh��)�F(xi��n)�ġ��ĘO�|(zh��)�V�x����ͬ�r(sh��)�����������w��Ķ�N�ɷ֣����ô�������������(y��ng)�ęz©�O(sh��)�䣬���Ԍ�(du��)�䲻ͬʾ©���|(zh��)�ĺ������ܷ�ϵ�y(t��ng)�M(j��n)�І��c(di��n)�z©���ֿ���ͬ�r(sh��)��(du��)���ܷ�ϵ�y(t��ng)�M(j��n)�п�©�ʜy(c��)ԇ������ȵĿs���˺������z©���ڡ�
����Ŀǰ���ĘO�|(zh��)�V�x���ں���������Ն��c(di��n)�z©�ڇ�(gu��)��(n��i)��(y��ng)���о���߀�ǿհס������о��ĘO�|(zh��)�V�x�ں��������c(di��n)�z©��(y��ng)���еĿ����ԣ����Č�(du��)���������c(di��n)ģ�ͺ͆��c(di��n)�z©�^(gu��)���M(j��n)�з�������ͨ�^(gu��)ԇ�(y��n)��(du��)�ĘO�|(zh��)�V�x�ں��������c(di��n)�z©�M(j��n)���(y��n)�C��
1�����c(di��n)�z©ģ�ͷ���
����1.1�����c(di��n)�z©��ՓӋ(j��)��
�������������c(di��n)�z©һ����ָ��(du��)�������Ĺ�·���p����·�ݽ��c(di��n)���l(f��)��(d��ng)�C(j��)늴��y�Լ��ܷⲿ���оֲ��^(q��)���M(j��n)��©�ʜy(c��)ԇ���z©��ԭ�������Ȍ����������·��(n��i)������(y��ng)������ʾ©���w��Ȼ���ò��ό�(du��)���z̎�M(j��n)�а�������(g��u)��һ��(g��)���]���g(��(ji��n)�Q(ch��ng)�ռ���)���Á�(l��i)�ռ����p���ݽ��c(di��n)й¶����(l��i)��ʾ©���w��ͨ�^(gu��)�z©�x���y(c��)ԇ�ռ�ʾ©���w�ĝ��׃���ʣ��ٜy(c��)ԇ��ͬ�h(hu��n)���µ�������(bi��o)��(zh��n)©�ĝ��׃���ʣ����ɜy(c��)ԇֵ�M(j��n)�бȌ�(du��)�����Եõ����y(c��)©�c(di��n)(��©��)�ľ��w©��ֵ����Ӌ(j��)�㹫ʽ��(1)��ʾ��

������ʽ�е�Q �DZ��y(c��)©�c(di��n)�Č�(sh��)�y(c��)©�ʣ���λ��Pa·m3/s��I1 �DZ��y(c��)�c(di��n)���푑�(y��ng)ֵ����λ��A��I0 ��������(bi��o)��(zh��n)©��푑�(y��ng)ֵ����λ��A��Q0 �ǘ�(bi��o)��(zh��n)©�Ę�(bi��o)�Q(ch��ng)©�ʣ���λ��Pa·m3/s��
�����ɹ�ʽ(1)��֪���c(di��n)�z©�^(gu��)���У����y(c��)©��ֵֻ�c���z©�c(di��n)푑�(y��ng)��̖(h��o)�c������(bi��o)��(zh��n)©��푑�(y��ng)��̖(h��o)�ı�ֵ���P(gu��n)���c�z©�x����o(w��)�P(gu��n)���x����m��������(bi��o)��(zh��n)©������߱��y(c��)©�c(di��n)©��ֵ�ľ��_�ȣ�һ��������(bi��o)��(zh��n)©�ױM���x���c���y(c��)©�c(di��n)©��ֵ��С�ӽ�����ͬһ��(g��)��(sh��)����(j��)�ϡ�
����ʾ©���w��һ���r(sh��)�g��(n��i)����۷e���Ĵ�С�Q���z©�x�ܷ�z�y(c��)��ʾ©���w��푑�(y��ng)��̖(h��o)�����۷e�r(sh��)�g��ͬ��r�£���ͬһ�_(t��i)�z©�x���M(j��n)�Мy(c��)ԇ�����Խ��ʾ©���w��푑�(y��ng)��̖(h��o)�͕�(hu��)Խ��(I1)����(du��)��(y��ng)©��©��Ҳ��Խ���������۷e��С�ڙz©�x������С�əz�y(c��)ֵ���t�o(w��)���y(c��)��©�c(di��n)�ľ��w©��ֵ��һ���r(sh��)�g��(n��i)�ռ��҃�(n��i)��ʾ©���w���׃����ʽ����(2)��ʾ��

������ʽ�е�C ���ռ��҃�(n��i)ʾ©���w�ĝ�Ⱥ�������λppm��C0 �Ǚz©�����h(hu��n)��(���h(hu��n)��)���е�ʾ©���w��ȣ�Ҳ�Q(ch��ng)�鱾�ף���λppm��t ���۷e�r(sh��)�g����λs��Q �Ǻ��p©��©�ʣ���λPa·m3/s��V���ռ����g��Ч�w�e����λm3��P �ǹ����h(hu��n)����≺��һ���101325Pa��
�����ɹ�ʽ(2)����֪���y(c��)©�c(di��n)©�ʵĴ�С�c�ռ��҃�(n��i)����۷e�����P(gu��n)�����c�z©�x����С�`���ȡ��۷e�r(sh��)�g���ռ�����Ч�w�e���z©�����h(hu��n)�����ם�����P(gu��n)���ռ�����Ч�w�eֱ��Ӱ�ʾ©���w�����׃�����z©�x����С�`�����ǜy(c��)ԇ���c(di��n)�z©����С�əz©�ʵ��P(gu��n)�I���ء��ڜy(c��)ԇ�^(gu��)��������z©�����h(hu��n)����ʾ©���w�ı��ם���^(gu��)�ߣ��tֱ��Ӱ표y(c��)ԇ���_�ȣ�������(d��o)�z©�����o(w��)���M(j��n)�У����ԙz©�r(sh��)��횴_����?ch��)��h(hu��n)���](m��i)��ʾ©��Դ�Ĵ���й¶��
�������ڙz©�x�����ڳ���ٶ�һ���h(yu��n)����©�c(di��n)й©�������ռ�����Ч�w�e���^С�������۷e�r(sh��)�gֻ��(hu��)Ӱ�푑�(y��ng)��̖(h��o)�ķ�ֵ�������ڜy(c��)ԇ�^(gu��)����һ���ԙz©�x��(w��n)�������̖(h��o)ֵ��y(c��)ԇ��(zh��n)�_ֵ���t��ʽ(2)�����m�ã���(y��ng)���չ�ʽ(3)������(du��)�r(sh��)�g�M(j��n)����(d��o)��

����ʽ�е�CV ���ռ����g��ʾ©���w��λ�r(sh��)�g��(n��i)�������������λ��ppm/s�����ռ�����ȫ�ܷⲻ�⣬��������ռ��҃�(n��i)�γ���գ�Ӱ표y(c��)ԇ��(sh��)��(j��)��(w��n)���ԡ����Q�ˆ�(w��n)�}���ں��������c(di��n)�z©�^(gu��)���д��ʹ�þ���һ�����Ե��t(y��)���z�������zȦ��ռ��ҡ����Ա��C�ռ��҃�(n��i)�≺������һ�£��������ռ��҃�(n��i)�γ���ա��ȱ��C�˙z©��(sh��)��(j��)�Ĝ�(zh��n)�_�ԣ��ַ����˙z©������
����1.2�����p�z©
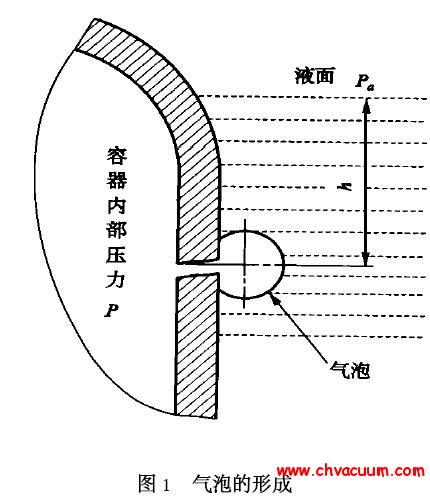
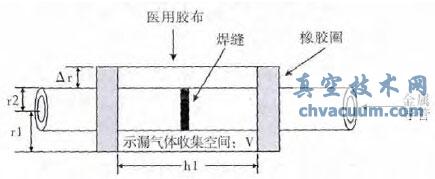
�������p�z©ģ����D1 ��ʾ���ں��p�ă�߅���b�ɂ�(g��)�ܷ����zȦ�����zȦ�Ϸ������t(y��)���z�����t���ٌ�(d��o)�ܡ����zȦ�Լ��t(y��)���z��֮�g�Ŀ��g�������ռ�й¶����(l��i)��ʾ©���w������(j��)ģ�Ϳ��Եõ�ʾ©���w�ռ����g���w�e��ʽ�飺
![]()
����ʽ��h1 ��ɂ�(g��)�ܷ����zȦ�g�ľ��x��r1 ���t(y��)���z���������w�İ돽��r2 ����ٌ�(d��o)�ܵ���돽����(d��ng)���p��©��һ���r(sh��)���ռ����gV1 ���w�eԽС����λ�r(sh��)�g��(n��i)ʾ©���w�ĝ�Ⱦ͕�(hu��)Խ�z©�x��푑�(y��ng)ֵ�͕�(hu��)Խ��
���������t(y��)���z���Č��Ⱥ����zȦ�ĺ�ȹ̶�(��h1 �͡�r ֵ�̶�)������(j��)��ʽ(4)ʾ©���w�ռ����g���w�e��С�ɽ��ٹܵ��Ĵּ�(x��)�Q������������·��Ҋ(ji��n)�⏽( ֱ��) ��4mm��6mm��8mm �Լ�10mm�����w��ϵ�y(t��ng)�в����ش��·�⣬�����·���ڴ˷�����(n��i)���������10mm ���ٌ�(d��o)�ܞ�ģ���M(j��n)�з������x�õ��t(y��)���z��������10mm���ܷ����zȦ�ĺ�Ȟ�2mm����h1=10mm�� r1=7mm�� r2=5mm���빫ʽ(4)�еÄt�ռ�ʾ©���w�Ŀ��g�w�e�飺V1=7.5×10-7m3������(j��)�������ĺ��p©��ָ��(bi��o)Ҫ��鲻����1.0×10-7 Pa·m3/s���t����(j��)��ʽ(3)����Ӌ(j��)������p�ܷ��w�e��(n��i)ʾ©���w����������s��1.3ppm/s��
����1.3���ݽ��c(di��n)�z©
�D1 ���p�z©ģ��
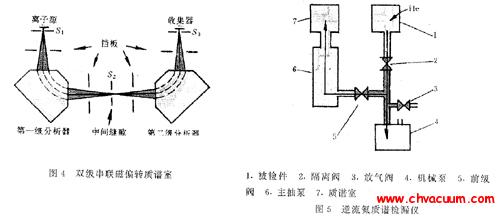
�����������ݽ��c(di��n)�Y(ji��)��(g��u)���Է֞�ɷN��ʽ�����z©�Ͳ����z©�ף��քe��D2 �͈D3 ��ʾ���D2�ǎ��Йz©���ݽ��c(di��n)ʾ��D����������ĸ�ӹ��^(gu��)�������˵���̎��һ��(du��)��ˇ��(�z©��)����Ҫ�Ǟ��˷�����ٙz©����������ĸ�c���^�Q�o������ĸ�c���^�ܷ���й¶����(l��i)�ęz©���|(zh��)�͕�(hu��)����ݼy�������˵���̎��ͨ�^(gu��)�˵���̎�ęz©С�Ϳ���ֱ�Ӝy(c��)ԇ�ݽ��c(di��n)��©�ʣ����˵����ஔ(d��ng)���ռ������á��ݼy�g϶���w�e���˵��۵��w�e��ȿ��Ժ��Բ�Ӌ(j��)����ռ��g(sh��)�W(w��ng)(http://shengya888.com/)�J(r��n)��ֻ���]й¶����(l��i)�ęz©���|(zh��)���˵���̎�ĝ��׃����
2���Y(ji��)Փ
����ͨ�^(gu��)��(du��)���������c(di��n)�z©ģ���о���ԇ�(y��n)�(y��n)�C�����Եõ����½Y(ji��)Փ��
����(1)�ĘO�|(zh��)�V�x���ԑ�(y��ng)���ں������z©�^(gu��)���У���С�əz©�ʝM(m��n)�㺽����©��ָ��(bi��o)Ҫ��
����(2)���ĘO�|(zh��)�V�x�M(j��n)�І��c(di��n)�z©�����Ԍ�(du��)��ͬ�z©���|(zh��)�M(j��n)�Йz©�����ܷ�Y(ji��)��(g��u)�gʾ©��̖(h��o)�ɔ_С�����Կs�̺������z©���ڣ�
����(3)�ĘO�|(zh��)�V�x��̖(h��o)푑�(y��ng)�r(sh��)�g�h(yu��n)���ں��|(zh��)�V�z©�x����Ҫ��(du��)�����ͳ���·�M(j��n)�и��죬�M���pС����������·��(n��i)�Ŀ��g�w�e��