�\��Ӱ��մɳ����^�̵�����
����ᘌ�����o�������մ����a�^���г��F�����Ɇ��},������Ӱ�����,������w�ĸ��M��Ҋ�ͽ��h,���U���ˌ��մ����a�^�̿��Ƶı�Ҫ�ԡ�
��������o�������������γ��մɮaƷ�����ģ��,���aƷë����ë�����|��ֱ��Ӱ푮aƷ����K�Y���ΑB��ë�������^����ԭ�����ȷֲ�����ˮ�ʡ�ճ�Y���ͳ��͉����ƶȡ�����ģ�ߵ��T�����ص��Ƽs,�ڌ��H���a�мӏ������|������,�o�Ɍ����m�ӹ����ɹ����ı��C���á�
1�������^���е�ȱ�ݮa��
�������H���a��,�õ��o���������͕r���������ö����},����ë���_�ѡ����ѡ���K,���εķ�����ֱ�ӌ������x����U��������ʣ���ë�����f,�������a���,�@Щë��Ҳ���Н���ȱ�ݵ�,�ں��m�ӹ���߀���a��ȱ��,���UƷ������,�����a����ɘO������M��
1.1�����ߴ����
�������ߴ������һ�N���ӹ��ֶ�,���OӋģ�ߕr,���]ԭ���ڳ��͕r���տs��ԭ���c���Y�^�̵��տs����,�M����ʹë�����ӹ����ټӹ�,�ڟ��Y��ɺӹ����ɝM��aƷ�ijߴ硢��λ��Ҫ���@��Ҫ��ԭ�ϵ����ȷֲ�����,�b�ϕr�����γ�����;�b�ϝM���b����w�e�ܶ�Ҫ��,��t���γ�ë���w���ֲ�������,��Ɇ�⏠�ë��,ǰ�ߟ��Y�r�տs������,�����γ���׃ȱ��,����ë���ܶȲ���һ,���������r�γ�ȱ��,Ҳ���������ǰ�߮a����ȱ�ݡ�
������γ��͉����ƶ��DZ��Cë���|�����P�I����,������й���ٶȌ�ë��Ӱ푺ܴ�,й���ٶ�̫��rë���cģ�ߛ_ײ,��ë���ď��Ժ�Ч̫����ɔ��ѡ��˲���K��ȱ�ݵĮa����
1.2�������
����ԓ��͵ĺ��m�ӹ������^��,�����ڏ��Ժ�Ч����ɵ�ȱ����,����ȱ�����m�ӹ�Ӱ푲���,���,ԓ������a�ϱ��^�����ơ�
2�������^���е�ȱ�ݷ���
����ȱ�ݵĮa������Ӱ����ز�ͬ,��ȱ�ݰl���r,Ҫ��ȱ�ݲ������������ķ���,�_����Ҫ���ؼ����ų�,������Ҫ���ص�Ӱ�,��������a�г��F��ȱ�ݼ��Է���,������Ӱ����ؼ����ų���
2.1��ë�������w���Ȳ���һ
����ԓ�ȱ����Ҫ���F��ë��һ߅���S���������ӳ��FС�w���c���w������ֲ��Ġ�r,һ���J������ģ�����b�ϕr,ԭ�ϰl������,ֻ�Dz��օ^������С�w��,���օ^��ѷe�˴��w��,���Εr��ͬ�ȉ�������,�տs��ͬ���¡�������b�ϕrҪ�M���ܜp�ٌ����F��İl��,�����߅�b�
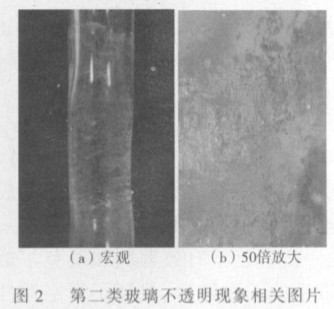
2.2��ë�����F�Ѽy�����ѡ��Ȳ�
����ԓ�ȱ�ݵ�Ӱ������^��,���牺���ƶ�,ԭ����ճ�Y���Ķ��ټ��N�,ԭ�ϵĺ�ˮ��,ģ�ߵ����ء����m�ĺ�ˮ�ʡ��m����ճ�Y���Ƿ��w��һ�������³��͵��P�I����,�ڳ��͕r�w�����ܾo���γ�һ�����ȵ�ë����һ���J������o���ĺ�ˮ����0.2%���±��^����,ճ�Y���x�þ���ϩ����L��ЙC�����, ����ֵ��1%�����^������, ��С��0.5%�rճ�Y���^��,ë�����׳��F���Ȳ���ѵ���r��ͬ�Ӳ������ĉ����ƶ�Ҳ���a������ȱ�ݡ�ë�����Ժ�Ч��r,ë�����������L,�cģ�߮a���_ײ,�γ�ȱ��ë����
����һ����͕r�����r�g60s�Ȟ���,�r�g�^�L�������Ϯa������Ӱ�,ʹ���ϵ����ȷֲ��l��׃��,Ӱ푺��m���Y�^�̡�й���r�g��30s����,�����Ʒ���ͼ���Ʒ���m�����L�r�g,�Ա��Cë�����|����
2.3��ë����⏠�
����ë�����F���g�����^�ֵĆ�⏠��ΑB,�п��܌������g��λ�ߴ粻��,���m�o���ӹ���ԓȱ����Ҫԭ�����b�ϲ���,δ�_�����b�w�e�ܶ�Ҫ���H���a�Б�������ӺY�������b��,�_����Ҫ���b��Ч��,�����_��ӕr�g��������Ҫ������
2.4��ģ�߹��b�����m,����ë��ȱ��
����ԓȱ����Ҫ�l����ë�����͕r,�������Ŀ������ģ�߱��C,���ο��Ø�֬�����z��Բ��ϱ��C�����,�����c����ģ�ߑ�ͬ�ĶȺ�,�❍�ȝM��ģ��Ҫ��t,���κ����׳��Fë���Bˮ��ƫ�ĵȬF���ؕrģ�ߕ��l��׃��,Óģ�r����Ó����,����ȡ�r����ë�����F�Ѽy��ȱ�ݡ�
3�������^������a����
��������ȱ�ݵĮa�������a���^�鳣Ҋ,��������a���б�Ҫ�ӏ����a�^�̿���,�����ճ����M�����a,�����͕r��ȱ�ݜp�ٵ����١�
4���YՓ
����(1) �ӏ����a�^�̵Ŀ��Ɓ����C���ͺ�ë�����|��;
����(2) �OӋ���m��ģ���DZ��Cë���|����ǰ��;
����(3) �m�˵ĉ����ƶ���ë�����͵��P�I;
����(4) �m�ȵ�ԭ�Ϻ�ˮ�ʡ����ȷֲ���ë�����͵ı��ϡ�