��չ�ˇ | �������̎���Ļ���������늻��W��ϴ̎��
������ձ������̎���Ļ���������늻��W��ϴ̎�팢����ϴ�Ľ����������ij�N��Һ�У�������������Դ�����O��ؓ�O����������ijһ���������ɵĘO����Դ����һ�O���{���Դ늉����@��һ������ܶȣ��_��ȥ�ͺ�ȥ�����ٱ��������ӵ�Ŀ�ġ�
늽���g
��������늽���g�������Կs�̽��g�r�g���p����Һ�����ģ������Եõ����W���g�����õ��Ľ��gЧ�����粻�P䓲��û��W���g���������Ï�������}����g�����a���Ě��w�����w�к�������늽���g�t�����ἴ�ɡ�
����늽�ȥ�͵�ԭ���ǣ�늽�r�����������늘O�τ��ҵخa������(ꖘO�a�����⣬ꎘO�a�����)������ϸ�������֬�������ܚ��ݙCе���ě_�����Ɖģ�ͬ�r��֬��͉AҺ���������黯���ã�������ȥ���^�̡�
����늽���g�֞�ꖘO���g��ꎘO���g�ɷN��
����ꖘO���g�nj�����ϴ�Ľ����������ij�N��Һ�У�������������Դ�����O��ꎘO����Ͽ����U��䓻��F��늽�r��ꖘO�a�����⣬������������ݵęCе�_�����ÏĶ���������x�����gͨ�����Ҝ����M�У�Ҳ�ɼӟ���50 ~ 60�棬���g�r�g��������������r������
����ꎘO���g�ǰѹ�������ꎘO�����U���U�R�Ͻ����F��ꖘO�����g�r��ꎘO�Ϯa����⌢������߀ԭ�����������ӡ�ͬ�rҲ���ښ���ݳ��r�ęCе����ʹ������Ó�䡣
����늽���g���õ���ꖘO���g����ꖘO���g����ע����g�^�ȼ����g������Ć��}���������Π���s�������ꎘO���g�����a���^�Ƚ��g����������a���B��l��F��늽���g��Ч��ȡ�Q�ڽ��ٱ��������ӵĠ�B����������Ӻ����ܼ����t늽���g�^�yȥ�������ɶ���������ӄt����ȥ�����������l����ͬ����r�£��{��늽���g�е������С���Ϳ����{�����g�ď������õ���ͬ�❍�ȵı��档
����늽���g���õ��Դ늉�ͨ����2 ~ 12V���O�g���x�� 50 ~ 150mm����ͨ�^�{��늉��͘O�g���x���_��ȥ�����ٱ��������ӵ�Ŀ�ġ�
���������늽���g����ȥ�ͣ��tЧ�ʱȻ��Wȥ�ߺÎױ��������ÉAҺ����늽�Һ���Դ���ý�����ֱ����ֱ��늽��ȥ�����ʱȽ����졣����ֱ���Դ�M��늽�ȥ�͕r�����ѱ���ϴ���������ꎘO��
����늽�ȥ�ͳ��õĉAҺ�䷽����(�c�AҺȥ����ͬ)��
�������A (NaOH) 60 g/L
�������A (Na2CO3) 20 g/L
�����軯�c (NaCH) 20 g/L
����ˮ���� (Na2SiO3) 8 g/L
������ˇ�����飺
�����ضȣ�25��
����늉���6~10V(�����ꎘO��ꖘO�����ò��P�)
��������ܶȣ�40~80mA/cm2
����̎��r�g��1~2 min
����һ��늽�ȥ�͵ĕr�g����һЩ�����~�O��Ͻ�ֻ����ꎘOȥ�ͣ������ꖘOȥ�ͣ��t�~�ı��挢�γɺ���ι̵ĺ�ɫ����Ĥ�����������
����늽�ȥ�ͺ���������ڜ�ˮ(~ 60��)��ϴ�죬���ܽ���ٱ������γɵķ�����Ȼ������ˮ�Л_ϴ��������ȥ����ϴ�^����(������ꎘO늽�)�����a���Ě����ܽ��ڹ����У��ɞ鹤���и��ӵķŚ��ʡ���ˣ���������b֮ǰ��������ոߜغ濾(���ڳ�����յIJ��P䓺濾�ضȞ�900��)��ȥ�֚�⡣
늻��W����
����늻��W�������̎����ԭ���c늽���g��ͬ���������õ�늽�Һ�c늽���gҺ��ͬ�����ڴֽ��ف��f�������Բ���늻��W���ⷽ����ϴ��
����ԓ�������僵����^�̣�����r��������ꖘO��“���”��ꎘOͨ�������~���U��䓵Ƚ����Ƴɣ�����e��ꖘO����e5�����ϣ�ꎡ�ꖘO���x��50 ��120mm������늈������ڸ��c̎����ʹ̎�ڸ��c�Ľ��ٱ�Ѹ�ٵس�����ʹ���ٱ���׃�úܾ��Y���@��������Ĺ❍���档
�����ڒ����^��������ēp�ĘO�٣������ɵõ��❍�Ⱥܸߵı��档����ǰ����ı���ֲڶ���Ra1.6��0.8 ���ˣ�����ص�ȥ�͡�
������늽�Һ�䷽���£�
����������(H3PO4) 65%(�|���ٷ֔�)
������ ��(H2SO4) 15%
�����t ��(CrO3) 6%
����ȥ�x��ˮ 14%
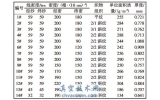
����늻��W�������̎���Ĺ�ˇ����Ҋ�±�1��
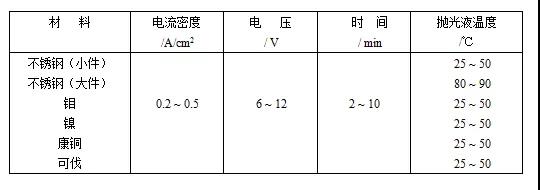
��1 ��ͬ���ٲ��ϵ�늻��W���ˇ����
����늻��W������茢������뵽2~5%�İ�ˮ���к�15~20s��Ȼ������ˮ��ϴ���oˮ�Ҵ�Óˮ����ɡ�