������������Ě��wؓ(f��)�ɷ���
�����S���ƌW(xu��)���g(sh��)���M(j��n)����ijЩ��;������b������ͻ�������նȵķ���l(f��)չ�������������ϳ����©���Ǵ��������������Ҫ?d��)��wؓ(f��)�ɣ����������ܷ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)���z©�O(sh��)Ӌ(j��)�����칤ˇ���g(sh��)�����Б�(y��ng)���c(di��n)�о�������ߴ�������b��ļ��g(sh��)ˮƽ��
�����S���ƌW(xu��)���g(sh��)���M(j��n)����ijЩ��;������b������ͻ�������նȵķ���l(f��)չ�����ݷe2000 m3���O����ն��_(d��)10-3 Pa ������b��I(y��)�ѽ�����ɡ�����(du��)�ڳ�Ҏ(gu��)����O(sh��)�䣬��˴��͵�����������O(sh��)Ӌ(j��)��Փ���������������칤ˇ���g(sh��)���y(c��)ԇ�u(p��ng)�r(ji��)��(sh��)��(j��)�ȷ���Ʌ������Y�Ϸdz����ޡ���ˣ��б�Ҫ���_չһЩ�����о������鹤�̌�(sh��)�`�ṩ֧�֡����wؓ(f��)���Ǵ_������b�似�g(sh��)ָ��(bi��o)���M(j��n)��ϵ�y(t��ng)��ˇ�O(sh��)Ӌ(j��)���|(zh��)�����ƵĻ��A(ch��)������ᘌ�(du��)������������IJ��ϳ��⡢���l(f��)�����A�Ě��w���B���©���M(j��n)���˷�����
1�����ϵ�y(t��ng)��ⷽ��
�������ϵ�y(t��ng)���΄�(w��)����Ҫ������������(n��i)�ĸ��N���w��ʹ������(n��i)������M��һ��Ҫ�����խh(hu��n)��������(j��)��(d��ng)�B(t��i)ƽ���P(gu��n)ϵ�����ϵ�y(t��ng)��ⷽ�̞飺

�������У�Se———���ϵ�y(t��ng)��(du��)��������Ч���٣�m3/s
����p———������(n��i)������Pa
����Qf———�Ś�������Pam3/s
����Qs———�B��������Pam3/s
����Qz———����������Pam3/s
����Ql———©��������Pam3/s
������ʽ(1)��Ҋ(ji��n)���ڴ���պ͵���ճ��r(sh��)��������(n��i)ԭ�еĿ��g���Vdp/dt ����Ҫ?d��)��wؓ(f��)�ɡ��S�������еĉ������ͣ��M(j��n)�������A�κ�dp/dt ׃�ú�С����Ҫ�Ě��wؓ(f��)�ɞ�Ś��������B������������������©���������ɽy(t��ng)һ��ʾ��Q����(d��ng)?sh��)��_(d��)�O�މ����r(sh��)��dp/dt=0��p=Q/Se���f(shu��)���ڸ�����£�ϵ�y(t��ng)�ĘO�މ�����Q ��S �Q������Ҋ(ji��n)����(zh��n)�_�Ĺ�����wؓ(f��)��Q ��(du��)�ڴ������ϵ�y(t��ng)���O(sh��)Ӌ(j��)�����������Ҫ���x�������ښ��wؓ(f��)���ܲ��ϡ��Y(ji��)��(g��u)������ӹ����ضȡ���ϴ��ˇ���T�����ص�Ӱ푣����y��(zh��n)�_Ӌ(j��)�㡣��(du��)�ڸ��N��;�ij�Ҏ(gu��)����b�䣬�ɵõ��Ĕ�(sh��)��(j��)��Ʌ���������O(sh��)���^�࣬����Ӌ(j��)�㷽��Ҳ�ѳ��죬�ɴ_�������Č�(sh��)�F(xi��n)�O(sh��)Ӌ(j��)Ŀ��(bi��o)������(du��)��2000 m3 ����(j��)�Ĵ�������b��߀��Ҫ�Y(ji��)�Ϲ��̌�(sh��)�`�M(j��n)�б�Ҫ�ķ������о���
2���Ś�����
����2.1���Ś�����Ӌ(j��)��
����������պ�¶������µĸ��N���Ϙ�(g��u)���ı��挢��ԭ��(l��i)�ڴ�≺�������պ������Ě��w��������(l��i)���Q��Ś⡣���ϵķŚ����ʳ����c���ϱ��������|(zh��)���P(gu��n)�⣬߀�ܜضȡ��r(sh��)�g�����ϵ����칤ˇ����(ch��)���r���A(y��)̎����ˇ(����ϴ���濾�����w����Z��������̎����)������Ӱ푡��Ś�������������(j��)���ϷŚ��ʌ�(sh��)�(y��n)��(sh��)��(j��)Ӌ(j��)�㣬���Ś����S��¶������µĕr(sh��)�g��׃������(sh��)�(y��n)��(sh��)��(j��)�H��(du��)��(y��ng)���ĕr(sh��)�g�c(di��n)�ҬF(xi��n)�Ѕ�����(sh��)��(j��)һ������25 h �ԃ�(n��i)�����⣬ij�N���ϵij������ʿɱ�ʾ��r(sh��)�g�ĺ���(sh��)��
![]()
�������У�q1———���1 h �ķŚ����ʣ�Pam3/(m2s)
����t———���r(sh��)�g��h
����β———�������ʵ�˥�pϵ��(sh��)��һ�㌦(du��)���ٲ���β≈1
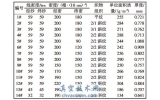
������¶������µ����в��ϵij�������֮�;��ǿ��ķŚ�������2000 m3 ��������ֱ���s��Φ15.7 m����(n��i)������e�s��775 m2���Ś���Ҫ��(l��i)���ڹ��w�Y(ji��)��(g��u)���ϡ����w���|(zh��)���أ��ޱ���Ҫ�����^��ęC(j��)е��(qi��ng)�ȣ� �O(sh��)Ӌ(j��)�пɲ���S30408(06Cr19Ni10)���P䓡���1 �нo���ˎN�A(y��)̎��?xi��ng)l���µķŚ������� ����q1 ȡ�cS30408 �����1Cr18Ni9Ti ���P䓵Ĕ�(sh��)��(j��)��
��1 �N̎��?xi��ng)l���µķŚ���
����2.2���Ś���������
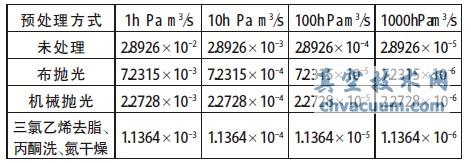
�����ڳ�Ҏ(gu��)�ij������ϵ�y(t��ng)�У���ͨ�^(gu��)��ճ�����ٲ��ϱ���ķŚ������^�̕r(sh��)�g��(n��i)�@���^�ߵ���նȡ��濾����õ��ֶΣ�����(du��)��2000 m3 ����(j��)�Ĵ�����������(sh��)ʩ�ߜغ濾�����S�༼�g(sh��)�ͳɱ��ϵ����y�����⣬���]���������S�ض�׃�����a(ch��n)���đ�(y��ng)����׃��Ҳ�����h���øߜغ濾�M(j��n)�г��⡣��������������x�����Z���ȷ�ʽ��(du��)��˴��͵�����Ҳ���߂似�g(sh��)�ͽ�(j��ng)��(j��)�ϵĿ����ԡ���ˣ��ڴ�����������ķŚ����������Б�(y��ng)��Ҫ���]���ؠ�B(t��i)���A(y��)̎����ˇ��(du��)�p�ٽY(ji��)��(g��u)���ϱ���Ś��Ӱ��@�����A(y��)̎����Ҫ��ʹ̎����ՠ�B(t��i)�ı���Ҫ�⻬���o(w��)��ܛ�M���͚�ף��o(w��)�����g����(n��i)���p�o(w��)Ӱ���յ�ȱ�ݡ�����ʹ̎����ՠ�B(t��i)����o(w��)�e�����ȾԴ������o(w��)�m�����o(w��)�Fм���o(w��)�P�g���o(w��)֬�o(w��)�͵ȡ�ᘌ�(du��)��������������h�м�(x��)��������̎���^(gu��)�̣�
����(1)�������������ɺ�(y��ng)�ص׳��P�������������߸Ƀ���
����(2)�M(j��n)�в������C(j��)е������ȥ������ȱ�ݣ��γɹ⻬���������棬����ֲڶ�Խ��Խ�á�
����(3)������ϩȥ֬+ ��ͪ��ϴ��ȥ�͡�ȥ֬��ȥ���
����(4)��ϴ��?d��)ⴵ�ɡ?/p>
������ʽ(2)�ͱ�1 ��Ӌ(j��)��Y(ji��)����Ҋ(ji��n)���S����Օr(sh��)�g�����L(zh��ng)���Ś�������u�p�١�����(x��)���Ã�(n��i)���A(y��)̎����2000 m3 �������ڳ��100 h �r(sh��)�ķŚ���������10-5 Pa m3/s ����(j��)��
3���B������
�����B������������պ����������ڃ�(n��i)�≺��Ĵ��ڣ����ͨ�^(gu��)���ڽY(ji��)��(g��u)���Ͼ���;���߅��U(ku��)ɢ�������еĚ��w���������w��(du��)���ٵĔU(ku��)ɢ���ܽ�͝B�^(gu��)�̣�һ������ԭ�ӑB(t��i)����ʽ�M(j��n)�С����ښ�ԭ�ӵ�ֱ����С�����Ԛ�ԭ�ӌ�(du��)���ٵĔU(ku��)ɢ�͝B����@�����������w��(j��ng)�����(sh��)���ٵĝB�����ٱȚ�Сһ��(g��)����(j��)�����w��(du��)���ٵĝB�c�ض����P(gu��n)���Bϵ��(sh��)һ���S�ضȵ����߶������w��(du��)���ٝB����������ʽӋ(j��)�㣺

�������У�K———�Bϵ��(sh��)��Pa m3 m/(m2 Pa0.5 s)
����A ———����ұڵ���e��m2
����Δp———����ұڃɂ�(c��)�ĉ��Pa
����d ———����ұں�m
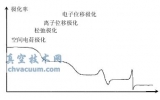
������⌦(du��)��ͬ����M����䓲ĵĝBϵ��(sh��)��D1 ��ʾ��S30408 ���P䓵���Ҫ����Y(ji��)��(g��u)��W���w����Bϵ��(sh��)��D1 �е�1 ̖(h��o)���l���Bϵ��(sh��)K�S�ضȴ��³ʾ����½����ڳ����±����Д�ȡֵ��(y��ng)С��10-11���t�������ĝB�����飺
��������Ӌ(j��)��ĝB�������^�Ś������ͼs2 ��(g��)��(sh��)����(j��)������Ӱ��������g(sh��)ָ��(bi��o)����Ҫì�ܺ��P(gu��n)�I���أ���ˣ��ڴ�����������НB����Ӱ푿��Ժ��ԡ�
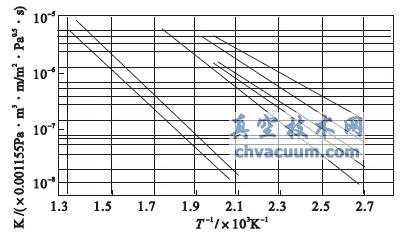
�D1 ��⌦(du��)��ͬ����M����䓲ĵĝBϵ��(sh��)
4����������
�����ڷ��]����տ��g�У�Һ�w(����w)�⻯�ĽY(ji��)����ʹ���g�������ܶ���u���ӣ���(d��ng)�_(d��)��һ�������≺��λ�r(sh��)�g��(n��i)Ó�xҺ�w(����w)����Ě⻯���Ӕ�(sh��)�c���g���ص�Һ�w(����w)����������Y(ji��)���Ӕ�(sh��)��ȣ������l(f��)(�����A)�����c���Y(ji��)�����_(d��)����(d��ng)�B(t��i)ƽ�⡣�˕r(sh��)�����g�������ܶȲ������ӣ����≺������׃��������ԓ�ض���Һ�w(����w)������≺��ƽ���B(t��i)�£������ރ�(n��i)�Ŀ��������ڸ��M�֚��w�։���֮�ͣ����ij�N���|(zh��)�܉���Һ�w����w�ΑB(t��i)���������У��tԓ�N���|(zh��)���w�ΑB(t��i)�ķ։�����(du��)��(y��ng)ԓ�N���|(zh��)������(y��ng)�ض��µ�����≺�����l(f��)(���A)��������Ҫ��ҕ�ą���(sh��)�����܁�(l��i)��Һ�w����w�����☋(g��u)�������������(n��i)ԴԴ����Ě��wؓ(f��)�ɡ�һ����һ���ض��£�����≺�ߵIJ��ϣ������l(f��)(�����A)������Ҳ�o(w��)�C(j��)���ϵ�����≺ͨ���^�ͣ���Ҏ(gu��)�ij�������O(sh��)�䶼�M������ʹ���ЙC(j��)���ϣ����������ЙC(j��)���϶����^�ߵ����≺��
����ᘌ�(du��)2000 m3 ����(j��)�ĸ����������ʹ��������ϩȥ֬����ͪȥ�͡�ȥ֬��ȥ����ȃ�(n��i)����ϴ�DZ�Ҫ�ġ��@Щ�ЙC(j��)�܄������µ�����≺���^�ߣ��O�ד]�l(f��)������ϴ��(y��ng)���ø��ﵪ?d��)��՚ⴵ�ɣ��M���p���������������(n��i)�Ě���������շ�֬������≺һ��≤10-6 Pa ����(j��)������(hu��)��(g��u)���^��Ӱ푡��U(ku��)ɢ���͵�����≺��������≤10-5 Pa ����(j��)����(y��ng)ע���x������≺�͵ĔU(ku��)ɢ���ͣ��������ϵ�y(t��ng)�ϲ�ȡ��Ч��ʩ����ֹ���������������ĔU(ku��)ɢ���ܷ����z���ϱ���������≺�^�ߣ��������䱩¶��e�^С����������ݷe�^���ڳ�Ҏ(gu��)�O(sh��)���������l(f��)�����A��1.3×10-5 Pa~1.3×10-7 Pa �r(sh��)�w�F(xi��n)������@�����ڴ�������������Կ�ʹ�á������ώN���ϵ����l(f��)�����A��r������������Ҳ����(hu��)��(g��u)�ɴ��������������Ҫ?d��)��wؓ(f��)�ɡ�
5��©������
����ϵ�y(t��ng)й©��©�ʿ���һֱ�����_������ϵ�y(t��ng)����Ҫ��(w��n)�}���������ϵ�y(t��ng)�ڽ���͙z©�ϸ������R�S�����y����Ҫй©λ�ð������p�����m�ܷ��B�Ӻ��y�T�����ȅ��ճ�Ҏ(gu��)������O(sh��)�������͙z©���g(sh��)ˮƽ����������r�´�����������܉���Ƶ�Ŀ��(bi��o)©����������(du��)�ں��ӹ�ˇ�����C���z��(1×10-9 Pa m3/s)/300 mm ��©��������(sh��)�F(xi��n)�ģ�2000 m3 ����(j��)�������ĺ��p���500 m���t���p��©�ʿɿ�����1.67×10-6 Pa m3/s ���¡���(gu��)��(n��i)���Qֱ��≤DN800 �ĸ�����y�T©�ʿɿ�����≤1.3×10-9 Pa m3/s ���Դ������y�T�ͷ��m�B�ӵ����S©�ʣ����y�T�ͷ��m�B�ӵĿ���(sh��)��30 ̎���t���©�ʞ�3.9×10-8 Pa m3/s�����Qֱ��≥DN800 �ĸ�����y�T����������y���Ʌ�����©�ʔ�(sh��)��(j��)�^��Ҋ(ji��n)���猢С�y�T���S©�����2 ��(g��)��(sh��)����(j��)�����Ŀ��(bi��o)���y�T�ͷ��m�B�ӵĿ���(sh��)��20 ̎���t���©�ʞ�2.6×10-6 Pa m3/s����ˣ��������Ҏ(gu��)������O(sh��)�������͙z©���g(sh��)ˮƽ��2000 m3 ����(j��)��������������©�ʿ��ڴ��_(d��)��1×10-5 Pa m3/s ���¡�
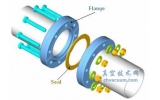
������������O(sh��)���c��Ҏ(gu��)�O(sh��)������^��������ݷeʹ���b�z©�y�����^�̵ęz©�r(sh��)�g��(n��i)��(sh��)�F(xi��n)�^�ߵęz©�`���ȣ������^(gu��)���еľֲ��z©�^(gu��)�ڷ�������(f��)�s�����׳��F(xi��n)�z©�`�©�z��o(w��)���z©��������b���\(y��n)�Еr(sh��)���ܚ��w���������ã���������������B�ӹܵ���Ȼ�����^��׃�Σ�ʹ�y�T���m�ܷ��B�ӵ�������r�l(f��)���^���׃��Ӱ��ܷ����ܡ�Ŀǰ�ѽ�(j��ng)���ɵ�2000 m3 ����(j��)����������Č�(sh��)�H©�����h(yu��n)���ڳ�Ҏ(gu��)������b�䡣�@����ռ��g(sh��)�I(l��ng)���о����O(sh��)Ӌ(j��)�ͽ��O(sh��)�ˆT���R����Ҫ����(zh��n)��
6���Y(ji��)���Z(y��)
�����S���ƌW(xu��)���g(sh��)���M(j��n)����ijЩ��;������b������ͻ�������նȵķ���l(f��)չ��ᘌ�(du��)���ϳ��⡢���l(f��)(�����A)���w���B���©���M(j��n)���˷������Y(ji��)���������ϳ����©���Ǵ��������������Ҫ?d��)��wؓ(f��)�ɡ���ˣ��IJ����A(y��)̎�����������ܷ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)���z©�O(sh��)Ӌ(j��)�����칤ˇ���g(sh��)�о��ȽǶȜp�ٴ�����������IJ��ϳ��⡢����©������տƌW(xu��)�c���g(sh��)�I(l��ng)�����R���n�}��