���x���䴲�t�۟����ܶȊA�s��ȥ���о�
�����䴲�t��һ�N���M(j��n)��⁺Ͻ��۟����g(sh��)����(j��ng)һ���۟������a(ch��n)���o�A�s���oƫ�����ͳɱ��ă�(y��u)�|(zh��)⁺Ͻ��T�V�����ĺ�Ҫ��B�˵��x���䴲�t�۟��Ĺ�ˇ���c(di��n)���_չ�˸��ܶȊA�sȥ���о������P(gu��n)ԇ��TC11 �Ͻ�ԭ���м����˸��ܶȊA�s����M(j��n)���ˆδε��x���䴲�t�۟����z����T�V�������К����ĊA�s�ͨ�^������Ӌ�㣬�U�����۟��ٶȡ����w�����r�g���A�s������r�g��ȥ���A�s���Ӱ푣��о��˵��x���䴲�t�����ܶȊA�s���ȥ��Ч����
һ��ǰ��
�������ܶȊA�s��High Density Inclusions,HDI����⁺Ͻ��е�һ�N��Ҫ��ұ��ȱ�ݣ���������W��Mo��Nb��Ta���@�����ڸ����c(di��n)���ٻ�������ġ����⣬��ڙC(j��)е�ӹ��r��Ӳ�|(zh��)�Ͻ߱��K����Ҫ�ɷ֞�WC��Ҳ�����M(j��n)���м����՚�����С�HDI ���c(di��n)�ܸߣ���ʹ��(j��ng)�^�ɴλ���������Ժ�늻��۟���Vacuum Arc Remelting, VAR��Ҳ���y�õ��ۻ����ܽ⡣
����Rudinger���о��Y(ji��)���������ߴ��0.6mm ��WC�w�����ɴ�VAR ���ܽ���s90%������VAR��ȫ����������0.8mm ���߸���ߴ��WC �w����(j��ng)�^����VAR Ҳ�o������ܽ⡣һ�N���Q�������ֹ�����M(j��n)��⁺Ͻ��۟����g(sh��)——�䴲�t�۟�(Cold hearth melting, CHM)���g(sh��)�ij��F(xi��n)�����@Щ���}�ṩ����Ч�Ľ�Q;�����о��������ɷN�䴲�t��ˇ——������͵��x���䴲�t�۟����g(sh��)��ȥ��⁺Ͻ��е�Ӳα�A�s���HDI ��Ч���dz��@��������GE ��˾1988���_ʼ����CHM+VAR �۟�⁺Ͻ������o(j��)90 ���������I(y��)��(bi��o)��(zh��n)��Ҏ(gu��)���w�C(j��)�l(f��)�әC(j��)�P(gu��n)�I�D(zhu��n)�������⁺Ͻ��횽�(j��ng)�^һ���䴲�t�۟���
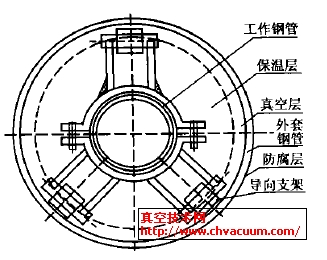
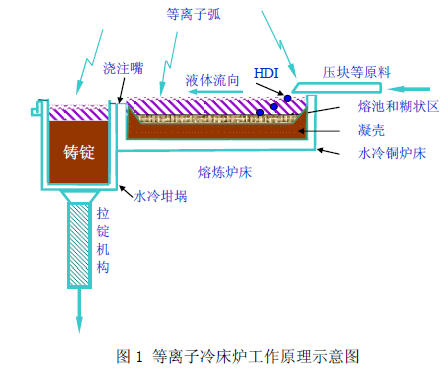
�����䴲�t�۟��c����Ժ��۟�ԭ����ͬ���D1��С�͵��x���䴲�t�۟����D��ԭ�Ϗ�ι�ϲ��M(j��n)���۟��ң������x�Ә����ۻ��������۟��������@��ˮ���~�t���б����x�Ә��ӟᡢ������������壬�����衢���̡����ڵ��x�����ļӟ�ض���߿��_(d��)6000�����ϣ��䴲�е��۳ؿɱ��ӟᵽ���ߵĜض�(�۟��rһ��Һ�w���_(d��)��2000��)������Һ�w�ڠt���п��Ա�������L�ĕr�g����ˣ����ܶȊA�sTiO2��TiN �ȵõ��ۻ����ܽ⣬�����ܶȊA�s�w�������ܶ��h(yu��n)������۟��r������t���ײ��ĺ���^(q��)�����̺���������������M(j��n)���T�V���_(d��)������Чȥ�����ܶȊA�s��Ŀ�ġ�
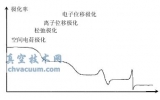
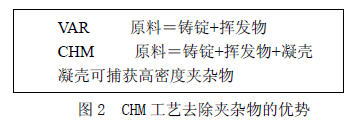
����PACHM ��ˇ��ȥ���A�s����ă�(y��u)����D2��ʾ��VAR �۟��r��늘O�е����|(zh��)�����ܓ]�l(f��)�⣬�����������|(zh��)(�����ߵ��ܶȊA�s)�۟����������T�V�У�ȥ��LDI��Ψһ;��ֻ��ͨ�^�۳��ܽ⣬���ܽ�Ч���dz����ޣ���ʹ��(j��ng)�^�ܶ���۟�Ҳ�������@Щ�A�sȥ��������VAR�۟���ԭ�ϵ�Ҫ��dz���(y��n)���cVAR ��ȣ�CHM ��ˇ�ɿ�����һ���_�ŵ�ϵ�y(t��ng)[5]����ʹԭ���л����˸��ܶȊA�s����۟��r���@Щ�A�s�����ͨ�^�����M(j��n)�������У��Ķ�������c�T�V���x��
�������������䴲�t�۟�������ռ��ⁿ�?c��)۟������?5%���҇����䴲�t�۟���ˇ߀̎�����A�Σ�Ŀǰֻ�Ў��_�O(sh��)�䣬��δ�_ʼ���I(y��)�����a(ch��n)��������ɫ�����о�Ժ��������u⁘I(y��)���������ղ����о�Ժ�քe���M(j��n)���䴲�۟��t����䓹ɷ�����˾����I(y��)��Ҳ�����M(j��n)�������a(ch��n)��������͵��x���䴲�t���S���҇����w�C(j��)�Ŀ�Ć��Ӻ͇���(j��ng)��(j��)����(y��u)�|(zh��)⁺Ͻ���������ӣ��䴲�t�۟��V���a(ch��n)Ʒ��������Ҳ��Ѹ�����ӡ�
��������(n��i)�P(gu��n)�ڵ��x���䴲�t���о��dz��٣�����ּ��ͨ�^���۟��^���еĸ��ܶȊA�s���ȥ���о����M(j��n)һ���˽⡢�J(r��n)�R�䴲�t���۟��C(j��)����
����ԇ��
�����x��C���������õ�α-β��⁺Ͻ�---TC11 �Ͻ�����ԇ���ϣ�ԓ�Ͻ���500�����¾��Ѓ�(y��u)���ğᏊ(qi��ng)���ܺ͟�ӹ����ܣ���Ҏ(gu��)���۟���ˇ�轛(j��ng)�^����VAR����Ҫ�������캽�հl(f��)�әC(j��)�㲿�����w�C(j��)�Y(ji��)��(g��u)�������IJ��Æδ��䴲�t��ˇ�۟�TC11 �Ͻ𣬲���ԓ��ˇ�õ����T�V�M(j��n)���о��������˱������ղ����о�Ժ��PAM525 ���x���䴲�t�M(j��n)���۟����۟��rAr �����鱣�o(h��)��գ��t���еĚ≺�ӽ���≺�����x�Ә����w����He �⡣�۟��r��ֻ���x�Ә����O(sh��)�����ʷքe��400KW��200KW��ˮ������еĔ��������108 A��
���������о��䴲�t�۟���ˇ���ߵ��ܶȊA�s��ȥ��Ч�����۟�ǰ��ԭ���м����˼�W��Ӳ�|(zh��)�Ͻ���K���۟���������ֻ���K(Φ130×300mm)�������зքe�@�ף��״�С��Φ7×10 �L������ĊA�s��ߴ缰λ�����£�
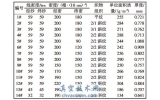
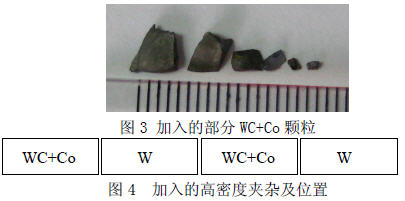
����1��Ӳ�|(zh��)����YG8 �Ͻ𣬳ɷ֞�WC+Co���ܶȞ�14.5��14.9g/cm3, WC �����_(d��)92%��WC�����c(di��n)��2870�档��������K�˹����飬�Ƴ�12 �w��K�w������6 �NҎ(gu��)�����һ�w��߅�L�քe��5.0��3.75��2.6��4.5mm�����0.52��1.30mm����С��һ�w�ߴ��0.60×0.66×1.18 mm��
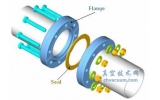
����2�����Y(ji��)��W �K�����ܶȼs��16g/cm3�����c(di��n)3410�档�˹����飬���u�l��ȡ�´�С��ͬ��12 �w���ߴ��s��1��6mm�����A�s����������ֻ���K�е�1/2��1/2��1/4 ��1/2 ̎����D4���۟��r�������K��������������t���ۻ���
������(j��ng)�^һ���䴲�t�۟��õ�һ֧φ150*600mm��50kg ��С�V��һ��220*280*30mm ��������ʹ���ܶȊA�s��^(q��)��l(f��)��׃�Σ�������X �侀�z�y�����T�V�������M(j��n)�П�׃�Σ���ˇ���£�
����1��800����t��1.5 С�r����970�棬����2 С�r��
����2��970���£�����̖��THP10 ��2000T Һ���C(j��)��Φ150 �L����呉��ɽ����190*80mm�ı�ƽ�ģ�����呉���320*240*24mm��
����ʹ����̖��YXLON450_D08 ��X �侀�O(sh��)�䌦��֧�V�M(j��n)�Пo�p̽�y������늉���450kv���ع�r�g��6min����X �侀��Ρ���ͬ�ǶȌ���Ʒ�M(j��n)�����գ����_�_���A�s��ľ��wλ�ã��иȡ�ӡ��������Ƃ䣬�����@Ӳ�ȃx�y���A�s��^�Ʌ^(q��)�����w��Ӳ�ȡ���OLYMPUS�����@�R�^�욈���ĊA�s�Ȼ����SAMSCAN ��������@�R�R��SEM�����A�s�����ա��������V�ɷַ������_���A�s��ķN����⣬��X �侀�z�y�����еĸ��ܶȊA�s�
����ԇ�Y(ji��)���c����
1.�T�V�������е�HDI �c����
������X �侀�z�y���������аl(f��)�F(xi��n)�ˎ�ȫ���ĊA�s���D4��a���е����c(di��n)�������е��Ѽy���ڟ�׃�ε��^���Юa(ch��n)���ġ��A�s��ķֲ��ʬF(xi��n)һ����Ҏ(gu��)�ɣ���Ҫ�ֲ����������о����ң��@����鉺�K�ۻ�������������о��M(j��n)��t���۳صģ���Һ�w�����֊A�s��ֲ���Һ�w�M(j��n)��t����ǰ�в�λ�á����S����ķֲ�Ҏ(gu��)�ɱ������A�s���M(j��n)���۳غ�ߴ���w���ֲ�ǰ�ƻ���Һ�w������ǰ�ƺ̵ܶľ��x���ͳ���t����С�w����Һ�w�����t���е�����λ�ó����������ǣ��еĊA�s�Tʹ�w���^��Ҳ�����������t���������һ��(c��)��߅����