�߹����}�_�ſ؞R���Ƃ�TiNxͿ���о�
�������ø߹��ʏͺ��}�_�ſ؞R�似�g(HPPMS)��316���P䓡�Ӳ�|�Ͻ���w�ϳ��e��TiN��Ĥ���о���ͬN2������TiNxĤ�ӵij��e���ʡ�Ӳ�ȡ����w���Lȡ��Ħ��ĥ�p�����ܣ�������ͬ��ƽ����������cֱ���ſ؞R���Ƃ��TiN��Ĥ���ȡ��Y��������HPPMS�Ƃ��Ĥ�Ӹ������ܣ��ښ嵪�����Ȟ�7.4:1�rĤ���@Ӳ���_2470HV�������ߴ�Ҳ���@С��ֱ���ſ؞R���Ƃ��TiN��Ħ��ĥ�p����Ҳ�õ��˸��ơ�
�����߹����}�_�ſ؞R�似�g(highpowerpulsedmagnetronsputtering��HPPMS)�ڽ����������ˌW�g����I�I��ďV���Pע���@헼��g�����^�ߵ��}�_��ֵ���ʺ��^�͵�ռ�ձȣ����ϵķ�ֵ����ͨ�����_��1kW/cm2~3kW/cm2��ռ�ձȼs��1%���܉��@����߽��ٲ��ϵ��x���ʡ�A.PEhiasarian�����о�HPPMS��늞R��⁵İl����V�l�F��Ti���x���ʳ��^60%��Kouznetsov���˳��eCu��Ĥ���x���ʞ�70%���߹����}�_��늮a�����x�����V������50%��Ti�x���������^20eV���^�ߵĽ����x���ʺ��^���������x�ӌ����e��Ĥ�кܶ����c�������Ĥ�ӵ������ԺͽY�����������Π���s�Ĺ��������Ĥ�ӵľ����ԣ����ͳ��e�ضȵȷ�������Ҫ���x��A.P.Ehiasarian�������ø߹����}�_��늌��r�ײ��ϱ���̎������eCrNx��Ĥ���Y�����_��85N��HPPMS�Ƃ��TiNͿ������ֱ���ſ؞R�����Ƃ�Ĥ�ӽY���������ܣ�������ӹ⻬��
�����������ø߹��ʏͺ��}�_���g�Ƃ�TiNxͿ�ӣ��Դ����ݔ������ֱ���c�}�_�B����ʽ����Ҫ�о�����������Ĥ�����ܵ�Ӱ푣����cֱ���ſ؞R����eͿ���M�Ќ����о���
1������
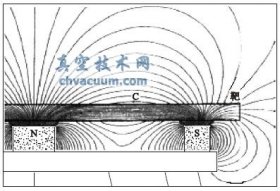
��������������Ƶ�MSP-1000�ͺ��x���Ĥ�C���M�У�������4���\���ſ؞R��У�⁰гߴ��120×800mm2(�s��960cm2)��ͨ�^�б�����g܉���y�����H�����e�s��320cm2���вļ��Ȟ�99.5%������дſ؞R���Դ����MSP2000ֱ���ͺϸ߹����}�_�ſ؞R���Դ���䅢���飺ݔ��늉���0V~1000V������ݔ�������0A~2000A���}���{��������30μs~500μs�������l�ʣ�50Hz~1000Hz�����]�����H�����e����ֵ����ܶȿ��_6.2A/cm2�����}�_���ʿ��_2MW��������ò��Ϟ钁��316L���P�(25mm×25mm)��Ӳ�|�Ͻ��^���л�����80mm�������о���ͬ�������������Ϳ�ӵ�Ӱ푣��ڱ�����ͬ�ķ�ֵ�����ƽ�����ʵėl���¸�׃�嵪������f(Ar/N2)�����ø߹����}�_��ֱ���ſ؞R��ɷN�����Ƃ�TiNͿ�ӡ�TiNͿ�ӳ��e�^�̰������ׂ����E��
�����ٌ�����ұ�����ճ���5×10-3 Pa�����w�ӟᵽ150�棬ͨ��Ar��(����≥99.999%)�M���x����ϴ��ȥ�����w�������Ⱦ�
������ͨ����ʹ��նȱ�����0.4Pa���_���߹����}�_�Դ���e��^�Ɍ�5min�s500nm������ʩ��ƫ��-800V��
����HPPMS����܉�R����^���Ti+��Ti2+����ƫ���������®a�����ҵ��Z��Ч������һ�����þ����坍�c���w�Y�ϲ��ι̵���Ⱦ��ڶ������þ��dz��eTi�^�Ɍӣ�����Ĥ���Y�������۸�׃�l�ʺͰ�늉���������ͬ��ƽ������7kW���ڲ�ͬ�Ě嵪���������Ƃ䵪���Ϳ�ӣ��䌍��Ҋ��1�����˱��C���ɱ��ԣ�����ͬ��ƽ���������Ar/N2�Ȟ�7.4:1�ėl�����Ƃ�TiN-5��ֱ���Դݔ�����ʞ�2.2kW����������И�Ʒƫ������һ��-140V��
��1 ��ͬAr/N2���������Ƃ�TiN����

�������r��TektronixDPO4054500-MHz����ʾ�����O�y��늉���������Ρ�����X′PertPROMPD��X�侀����x�о������Ϳ�ӽM���Y�����������ձ�JSM-6490VL������R(SEM)��OLYMPSBX51M�����@�R�^�������ò����MS-T3000���Ħ��ĥ�pԇ�C�yԇͿ��Ħ��ĥ�p���ܣ��d��100g���D��500r/min�����@Ӳ��Ӌ(HXD-100TME)��Ӳ�|�Ͻ�(1600HV)���w�Ϝy����ĤӲ�ȣ��d�ɞ�50gf��ÿ��ԇ��ȡ5���yԇ�c��ƽ��ֵ��
3���YՓ
����(1)����ֱ���ͺϸ߹����}�_���g�ɹ��Ƃ���Ti/TiN�ͺ�Ĥ�����e�^��������ֵ�����_��1.5kW/cm2��
����(2)���嵪�����Ȟ�7.4:1�r��HPPMS-TiNͿ��Ӳ���_2470HV���h��������ͬ�嵪��������ֱ���ſ؞R���Ƃ��TiNͿ��Ӳ��(1900HV)��
����(3)���ֱ���ſ؞R�似�g�Ƃ��TiN��ĥ�pĦ�������������ƣ�����Ĥ�����w���Ĵ��ڣ�HPPMS-TiNͿ�����Ħ��ϵ����0.49��