��՟��Y(ji��)�t�ض�ģ������ϵ�y(t��ng)����
����ᘌ�(du��)��ĩұ����՟��Y(ji��)�t�r(sh��)׃�ԡ�����Ǿ�(xi��n)�Ե����c(di��n)������PID ����Ч�������룬�x����ģ�������㷨��������PID ���ƺ�ģ�����Ʒ���ģ�ͣ��M(j��n)���ˌ�(du��)�ȣ��Y(ji��)������������ģ�����ƺ�ϵ�y(t��ng)푑�(y��ng)�ٶȺܿ죬�_(d��)����(w��n)�B(t��i)�r(sh��)�g�H��3.2 s�������ڳ��{(di��o)������(w��n)�B(t��i)�`���1.2�棬��(w��n)�B(t��i)���Ⱥܸߣ�ϵ�y(t��ng)����ݔ���c�o��ݔ�벨���^�ӽ���ϵ�y(t��ng)�{(di��o)��(ji��)�r(sh��)�g�̣��ܿ��M(j��n)�뷀(w��n)����B(t��i)������ʎ��С��ģ�����ƃ�(y��u)�ڂ��y(t��ng)PID ���ƣ��܉�M(m��n)���ĩұ����՟��Y(ji��)�t�ضȵĿ���Ҫ��
������ĩұ����՟��Y(ji��)�t��һ��(g��)�r(sh��)׃�ԡ�����Ǿ�(xi��n)�Լӟ�ϵ�y(t��ng)�������䱾�����������W(xu��)�C(j��)���ď�(f��)�s�ԣ�Ӱ����ر��࣬�y�ԫ@�þ��_��(sh��)�W(xu��)ģ�͡���(d��ng)����(sh��)׃���^���ƾ���Ҫ���^�ߕr(sh��)��һ��PID ��
��Ч�����y���˝M(m��n)�⡣ģ�����Ʋ���Ҫϵ�y(t��ng)�o�����_�Ĕ�(sh��)�W(xu��)ģ�ͣ�����(j��)�˵Č�(sh��)�H��(j��ng)�(y��n)�ƶ�����Ҏ(gu��)�t���������ƛQ�߱���ϵ�y(t��ng)����(j��)�Q�߱��M(j��n)�п��ƣ��e�m�ϟ��Y(ji��)�t�@�(l��i)��(f��)�s�Ĺ��I(y��)���a(ch��n)��(du��)���Y(ji��)�^(gu��)����Ӱ���Ʒ�|(zh��)������Ҫ�����ǟ��Y(ji��)�ضȺ͟��Y(ji��)�r(sh��)�g���e��(du��)�ضȵ�Ҫ��ʮ�ֿ��̣����ز�һ�㲻���S���^(gu��)�o��ֵ��±3��~5�棬��˱�횼��ԇ�(y��n)�����[1~3]�����Č�(du��)���Y(ji��)������D1 �е�4 ��ʾ���еĜضȲ�����ģ�����Ʋ��M(j��n)���˷���[4]��
�����B�m(x��)ʽ��՟��Y(ji��)�t�ɟ���- �A(y��)�Ꭷ�����Y(ji��)�������䎧����K��s���M��[5]����D1 ��ʾ��
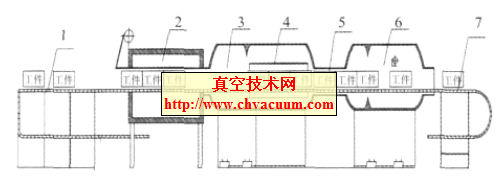
1.�Ԅ�(d��ng)�b���_(t��i)��2.��������3.�D(zhu��n)�Q�ң�4.���Y(ji��)����5.��վ��䎧��6.��(qi��ng)�Ȍ�(du��)����s����7.�Ԅ�(d��ng)ж���_(t��i)
�D1 �B�m(x��)ʽ��՟��Y(ji��)�t
1��ģ���������Ľ���
�������ȣ����O(sh��)�`��Փ��?y��n)�[- 60,+60], �x��ݔ���Z(y��)��׃���`��E ��ģ��Փ��N ��:N= {-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}���t��������Ke=6/60=0.1���x���������߂�(g��)�Z(y��)��ֵ��NB,NM,NS,ZE,PS,PM,PB������(j��)��(j��ng)�(y��n)��(du��)�@�߂�(g��)�Z(y��)��ֵ�xֵ��
����ͬ�������O(sh��)�`��׃����Kec ��Փ��?y��n)�[-30,+30]���x��ݔ���Z(y��)��׃���`��EC ��ģ��Փ��N ��:N= {-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}���t��������Kec=6/30=0.2���x���������߂�(g��)�Z(y��)��ֵ��NB,NM,NS,ZE,PS,PM,PB������(j��)��(j��ng)�(y��n)��(du��)�@�߂�(g��)�Z(y��)��ֵ�xֵ����(du��)��ݔ��U ȡ��������ͬ��ֵ���t�@�ñ�1ݔ���ݔ����׃���xֵ����

��1 ݔ���ݔ����׃���xֵ��
3���Y(ji��)Փ
��������ģ�����ƺ�ϵ�y(t��ng)푑�(y��ng)�ٶ���Ȼ�ܿ첢�Ҳ����ڳ��{(di��o)�����ҷ�(w��n)�B(t��i)����Ҳ�ܸߣ�ϵ�y(t��ng)����ݔ���c�o��ݔ�벨���^��ӽ���ϵ�y(t��ng)�{(di��o)��(ji��)�r(sh��)�g�̣��ܿ����M(j��n)�뷀(w��n)����B(t��i)������ʎ��С����ˣ�ģ�����ƃ�(y��u)�ڂ��y(t��ng)PID ���ƣ��܉�M(m��n)���ĩұ����՟��Y(ji��)�t�ضȵĿ���Ҫ��
�����īI(xi��n)
����[1] �����꣬���.��ɫ���ٲ��ϵ����ұ��[M]��������ұ�I(y��)�����磬2000.
����[2] �����x. ��ĩ���Y(ji��)��Փ[M]. ������ұ�I(y��)�����磬1998.
����[3] ����. ��ʽ�ߜ���՟��Y(ji��)�t����ϵ�y(t��ng)���O(sh��)Ӌ(j��)[J]����գ�2010��47(2):68- 71.
����[4] Tong Shaocheng, Li Changying, Li Yongming.Fuzzy adaptive observer backstepping control for MIMO nonlinear systems [J].Fuzzy Sets and Systems, 2009,160 (19):2755- 2775.
����[5] �n�P��.��ĩұ���O(sh��)�䌍(sh��)���փ�(c��)[M]. ������ұ�I(y��)�����磬1997.