���g����͌����ʯͿ�ӽ���Y�����ܺͿ�ĥ�p������Ӱ�
�������õ��x���w�������W������e(PECVD)���ſ؞R���ꎘO늻��x��僼��g��Y�ϵķ������������ý���Cr�к�TiAl�У��x���Ե���Ӳ�|�Ͻ���w�ϳ��e�˾��в�ͬ���g��(Cr��TiAl��TiAlN��Cr/TiAl/TiAlN)�ďͺϽY���wϵ���ʯ(DLC)Ϳ�ӡ��x���������V����W�@�R����������@�R�����V�x��Ϳ����ò�ͽY���M�б����yԇ��ͬ�r�������@Ӳ��Ӌ������Ӳ��Ӌ�����ۜyԇ�x����ĥ�xϵ�y�ط�����Ϳ�ӵ����W���ܡ��о��Y�����������w/Cr/TiAl/TiAlN/DLCͿ���wϵ�C��������ѣ������^��Ӳ��(~3251HV)��ͬ�r�Y�������(����~56.2N)���ҿ�ĥ�p�������Cr/TiAl/TiAlN�^�������g�ӿɸ���Ч�ؾ���Ϳ���wϵ�ȑ���������w/Ϳ���g�ĽY�Ϗ��ȺͿ�ĥ�p���������w/TiAlN/DLCͿ���wϵ�ͺ�Ӳ�����(~3350HV)�������g�����Y�������(~35N)����Ӳ�|�Ͻ���w��ֱ�ӳ��eTiAlN�������g�Ӳ���������w/Ϳ���g�ĽY�Ϗ��ȡ�
�������ʯ(diamond-likecarbon��DLC)Ϳ���Ǻ���sp3��sp2�s���ā����B�Ǿ�̼Ĥ�����и�Ӳ�ȣ���Ħ��ϵ������������ĥ�ԣ����õĹ�W�^�Ժ����������Եȃ������ܣ����ڱ��湤���I�������V�����Pע�������H�����У��д���һЩ���}δ�õ���Ч��Q����Ҫ���F�ڣ�Ϳ�Ӄȑ�����Ϳ��/���w�Y�����ܲ�@������DLCͿ���ڹ��I�еĴ�Ҏģ���á����DLCͿ���c���w�g�ĽY�Ϗ��ȣ�����Ϳ���wϵ�Ŀ�ĥ�p����Խ��Խ�ɞ��о��ˆT�Pע�����c��
�������̓ȑ�����߽Y�Ϗ����ж�N����;����ͨ�^���s����(Ti��Cr��W)�ͷǽ���Ԫ��(N��Si��F)�ȿ���Ч�ؽ���Ϳ�Ӄȑ��������Ϳ��/���w�g�ĽY�Ϗ��ȣ��������Խ���Ϳ�ӵ�Ӳ�Ⱥ͏���ģ������r���@�͌���Ϳ�ӵĿ�ĥ�p����������ͣ��o�������w���o���á�
�����ڻ��w�cͿ���gʩ�Ӻ��m�����g�ӿ���Ч�ؽ�Q�ȑ����Ϳ�ĥ�p�����Ć��}�����OӋ˼����ͨ�^һ�ӻ��߶������g���wϵ�����ƻ��w�cͿ�g������ƥ���ԣ������܉��������挦λ�e���Ƶ���K���ã����Ϳ�ӵ��g�ԺͿ�ĥ�p���������g�Ӳ���ͨ����Si��Al��Ti��Cr�Լ�TiN��TiC��TiCN��TiAlN�ȡ��ݶ����g����ͨ�^���Ƴ��e�����ͳ��e���ϵijɷ���ȣ�ʹͿ�ӳɷ֡��M�������Ļ��w����ӟo�����B�m׃����������Ϳ���g�ĺ��^���棬��uጷŃȑ������Ķ���߽Y�Ϗ��Ȳ�����Ӳ�Ȼ�����׃��
�������īI������ڲ��P䓻��w�ϳ��eTi/TiN/TiCN/TiC/DLCͿ�ӣ������Ϳ���wϵ�Y������ͬ�r������플�DLC�ij��d���������X�Ͻ�����Ƃ�Ti/TiNC/DLCͿ�ӣ��ȑ����@�������ҽY�Ϗ��ȴ����ߣ���ĥ�p����Ҳ�õ������������īI��������g���wϵ�mȻ�܉����Ϳ�ӽY�Ϗ��ȺͿ�ĥ�p�����������ڳ��e��ˇ�����ƣ������ڹ��I���a�y���^�����ڲ�ͬ���w�ϳ��e�r�Y�����ܳʬF���Cr���Ѓ�������ĥ�ԣ������������������c���NӲ�|�Ͻ������ԡ��Y�������^�á��ڻ��w������eһ�Ӻ���m����Cr���γ��I�Ͻ��棬���Ϳ��/���w�g��������TiAl����Ӳ���^�ߵĽ����g��������ϣ�ͬ�r���ɃɷN����Ԫ�ؽM�ɣ��cӲ�|�Ͻ���w�Y�����܃�����TiAlNӲ�ȸߣ������^���Ŀ�ĥ�p�����������ڳ䮔Ϳ���wϵ�еĵڶ���ĥ�p�ӣ�TiAl/TiAlN�ݶ��^�Ɍ��܉���u����ȑ����Ķ�����g�ԺͽY�Ϗ��ȣ�Cr/TiAl/TiAlN���g�^�Ɍ��܉�Ϳ���wϵ����Û��ƥ��a���đ������ȱ��C��Ϳ���wϵ�������õĽY�Ϗ��ȣ���������Ϳ���wϵ�Ŀ�Ħ��ĥ�p������
���������У���������PECVD���ſ؞R���ꎘO늻��x��僼��g��YG8Ӳ�|�Ͻ���w���Ƃ���һϵ�ж��ӽY���wϵ��DLCͿ�ӡ��քe��Cr��TiAl��TiAlN��Cr/TiAl/TiAlN�����g�ӣ�ϵ�y���о��˲�ͬ���g����͌�DLCͿ�ӽY������ò��Ӳ�ȡ��g�ԡ�����Y�Ϗ��ȺͿ�ĥ�p������Ӱ�Ҏ�ɡ�
1���Ƃ䷽��
����1.1��ԇ���Ƃ�
������YG8Ӳ�|�Ͻ����w���ϣ��ߴ��17mm×10mm×5mm�����w�����������ˮ��ϴ5min��������ϴ20min��ȥ�x��ˮ����5min����oˮ�Ҵ�Óˮ����ɺ��b������҃ȵ��D���ϴ��á��Ƃ�Ϳ�Ӻ�ԇ�Ӳ����ľ�۟�肘ӣ��քe��200#��400#��600#��1000#��1200#ɰ�����δ�ĥ����1μm�Ľ���ʯ��������⣬�������ˮ�_ϴ�Ƀ�����ɺ��SEM�^��Ϳ�ӽ�����ò�á������yԇ����ԇ��ֻ���ßoˮ�Ҵ���������ϴ�Ƀ�����ɼ��ɡ�
����1.2������
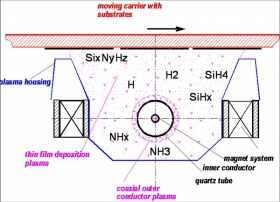
������������DC-PECVD���g�Ƃ�DLCͿ�ӣ��ɂ��x����Դ���b��ǻ�w�ȱڣ��Լ��Ȟ�97%��C2H2�鷴�����w���������5×10-3Pa���քe�Ƃ��ķN������g�ӡ����w��ˇ�������1��ʾ�����g���Ƃ�Y����ͨ��C2H2���w�Ƃ�DLCͿ�ӣ��������O����50sccm�������m240min���˕r�x����늉�����1200V�����wƫ��1050V��
��1 �ķN��Ʒ�����g���Ƃ乤ˇ����

����1.3�����ܱ���
�����������V�yԇ����RM2000���@�����������V�x�����������L��514.5nm���@�ߴ緶����1μm��DLCͿ�әM������ò���^����Quanta200�͒�������@�R(SEM)���M�У�ͬ�r��EDS���V�x�M��Ԫ�طֲ������裻Ӳ�Ȳ���Duramin���@Ӳ��Ӌ�yԇ���d�ɞ�0.98N���d�ɱ��֕r�g��15s��ÿ��ԇ�Ӝyԇ5���cȡƽ��ֵ���g�Ԝyԇ��������Ӳ��Ӌ�M�Љ��ۙz�y��������W�@�R�^�쉺����ò������WS-2005Ϳ�Ӹ������Ԅӄ��ۃx�yԇͿ�ӽ���Y�����ܣ����d����20N/min������d��200N����������5mm/min�������L���O��5mm����ĥ�p���ܲ�����ĥ�x�M�Мyԇ��
�YՓ
����(1)���g��Ӳ�Ȍ�Ϳ�ӏͺ�Ӳ�Ȯa����Ҫ���ã�TiAlN���g�Ә�Ʒ�ͺ�Ӳ�����(~3350HV)��TiAl���g�Ә�Ʒ�@Ӳ�����(~2736HV)��Cr/TiAl/TiAlN���g�Ә�Ʒ�ͺ�Ӳ�Ȟ�~3251HV�Ե���TiAlN���g�Ә�Ʒ�������xȡ���g�������ڿ���Ϳ�ӵďͺ�Ӳ�ȡ�
����(2)Cr/TiAl/TiAlN���g�Ә�Ʒ������ߵ�Ϳ��/���w�Y�Ϗ���(~58.2N)����ѵ�Ϳ�g�ԣ���������Rockwell-C���۵ȼ���~HF3��Cr/TiAl/TiAlN�ݶ��^�Ɍӿ���Ч����Ϳ���c���w�g�ăȑ���������Ϳ���g�ԺͽY�Ϗ��ȣ��@�����Ϳ���wϵ��ĥ�p������TiAlN���g�Ә�Ʒ�Y��������Ϳ���wϵ�����^���g�ԲTiAlN���m���������g�Ӷ�ֱ�ӳ��e��Ӳ�|�Ͻ���w���档