Һ����Ȼ��ó��͜ص��y���OӋ�о�
������B��Һ����Ȼ��ó��͜ص��y���OӋ�������x�ã����칤ˇ�ͮaƷԇ�����Ҫ��
1������
�����S��ȫ��Һ����Ȼ��( LNG) ���a���Q���������L��LNG �������麣���\ݔ����Ҫ�ֶκ��ߣ��ɞ������������ğ��c��Ŀǰ���҇�LNG ���ó��͜��y�T�����Ϗć����M�ڡ������OӋ����������҇�����֪�R�a���LNG ���ó��͜��y�T�@�ØO����Ҫ��
2�����
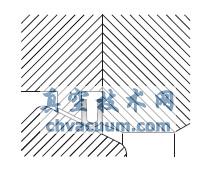
������ͬ�N��y�T�����ڴ�����ϵ�c���b����ռ�еĿ��g���|���������������@�IJ( �D1) ���ڵ͜�ϵ�y�У����x�����y���l�y�������y�����_�����P�]���r�����ԓ��y�T�P�]��B�r���������]����ǻ( ���y��ȫ�_λ��ͬ���γ����]���g) ����M���|���S���h���ضȵ���u���ߣ����y�T��ǻ�ȵĵ͜�Һ����Ȼ�⌢�l���⻯�F�������w�e�s600 ���������yǻ�ȉ���Ѹ�����ߣ����п��ܳ��^�y�w�����S�ĉ���������yǻ�ȉ����o��ጷţ������a���O����صİ�ȫ�¹ʡ������͜ص��y�ڽY���ϱ������y��ǻ���|���������F�o����ÃȲ����ⲿй�ŷ����������й�ż����b�ý�Q�y��ǻ���|���������Ć��}�����C�˭h�����O��İ�ȫ��
a) ��ֹ�y( b) �l�y( c) ���y
�D1 ��ͬҎ��ͬ��͵��y�T
3�����ؘ�
����LNG ���ó��͜ص��y���OӋ�����칤ˇ����IGCCODE ���Hɢ�b�\ݔҺ�����w����������O��Ҏ�t( 2002 ��7 ��1 ����Ч) ��BS 6364 �͜��y�T��MSSSP -134 ���͜��y�T�����y�w�y�w���L�w��Ҫ��JB /T 7749 �͜��y�T���g�l���Ș˜ʺ�Ҏ����
4�������x��
����ͨ��LNG ���ó��͜ص��y�Ĺ����ضȼs��- 163�����£��ڴ˜ض��£��y�T�Ľ��ٲ��ϕ��a���͜����F�����ϵ�Ӳ�Ⱥʹ�����ߣ����Ϻ��g�Խ��ͣ��Ķ�Ӱ��y�T�����ܺ�ϵ�yʹ�ð�ȫ�����˷�ֹ�y�T�����ڵ͜���r�µĵ͑������࣬ͨ�����OӋ���͜��y�T�r���y�w���y�塢�ܷ������y�U�����Ϻ;o�̼��ȣ���Љ��㲿������x�þ���������������ĊW���w���P䓡��~���~�Ͻ���X���X�Ͻ������W�����^��y���ڳ��͜��M��������Ҫ���ڳ��͜��y�T���ّ��á���̼�W���w���P��ڵؕ͜r׃��С�����қ]�����@�ĵ͜�����R��ضȣ������鳬�͜��y�T���x���ϡ�
������̼�W���w���P䓵��͵͜��ԡ��͉��ԡ����g����ĥ�p�������ԡ����ȡ��_���g�ԡ��������L�ʺͽM�������ԵȾC�����ܾ������������ϡ����õĵ͜ز�����̖��304��304L��316 ��316L������316L �ķ�������ã������y�U������������Ӳ��̎��������߲��Ϗ��Ⱥͱ���Ӳ�ȡ�����������ϱ���M�е͜�̎�����M�������y�T�ڳ��ؗ͜l���³ߴ�l��׃������Ч��������ڳ��ؗ͜l������׃�����Զ��ε͜�̎���ѣ��͜�̎���ĕr�g��2 �� 6h ���ˡ�һ��͜�����̎���Ĝض�Ҫ�����y�T�x������IJ�����׃�ضȣ����������y�T�ڵ͜ع����еČ��H�����ضȣ��Ԝp����ʹ���^���г��͜،����ϵ�׃�ζ�Ӱ��y�T�����ܡ����x�������߀���M�Пo�p̽��( PT��UT��RT) �����C�y�T���ϲ�����ȱ�ݣ��W���w䓹���̎��������߀����M��- 196��͜��g�ԛ_��ԇ��Сƽ���_��ֵE = 41J��
5���Y���OӋ
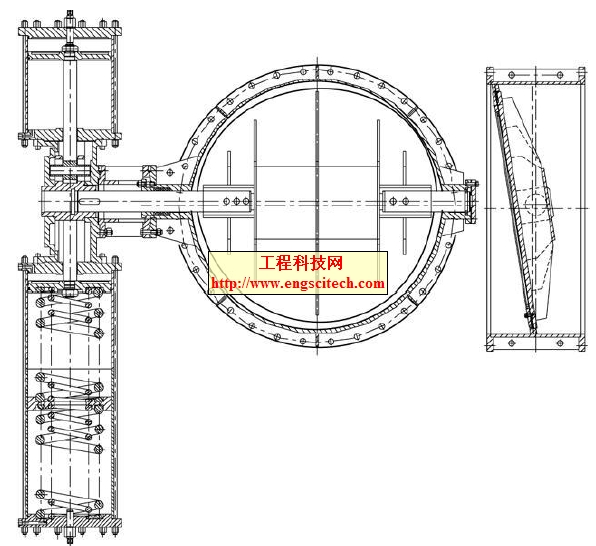
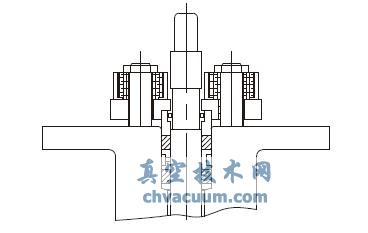
�������ó��͜ص��y( �D2) ���ܷ⸱������ƫ�ĽY����������б�еęE�A��( �D3) ���B����ʽ�֞鷨�m�B�Ӻͺ����B�ӡ�
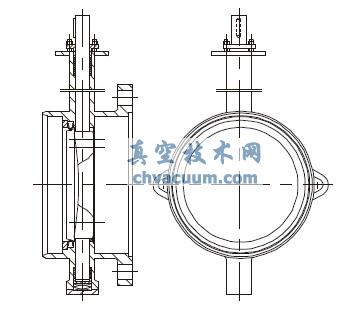
�D2 ��ƫ�ĵ��y
����5.1���ܷ⸱
���������c�����y��( U ��Ȧ) ���Cе�����F�ܷ�( �D4) �������������ܵ����|��������˟oՓ�������Ӵ�С�������_���p���ܷ⡣ͨ�^����CAD -CAM ϵ�y�OӋ���zģ�M���������C��ɿ��ԺͰ�ȫ�ԡ�U ��Ȧ�����a�����ܣ���ʹ�ڜضȷ���׃������r�£���Ȼ���ֿɿ��ܷ⣬�y�w�����տsҲ�����a��U ��Ȧ�A�֬F��U ��Ȧ�x��INCOLOY���������Ժã����ȸߣ�������t��Ӳ��> 60HRC��
�D3 �E�A���
�D4 �ܷ⸱�Y��
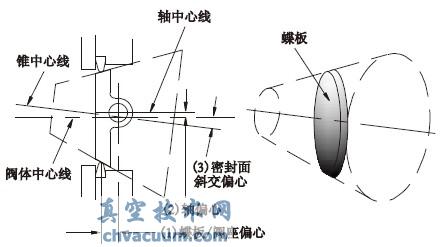
�����ڵ��y�P�]��B�£����b���y�w�Ȳ��е�U ��Ȧ���Ը��ӵ��S���E�A�ε���׃�Σ��E�A�εĵ���D��A�ε�U ��Ȧ��U ��Ȧ�c�����ܷ���A�ܾo�ܽӺϣ����ڵ�����A���ϣ��a���ܷ⏈�����_���ܷ�Ч�����ڵ��y�_��˲�g��U ��Ȧ�c����ĽӺ�˲�g���x�����b���y�w�Ȳ��е�U ��Ȧ�Ԅӻ֏���ԭ���Π�Y���϶Ž^�˂��y�����ܷ⸱֮�g��ĥ�p�����ܷ�������ȫ�ܝM��˜�Ҫ��
�����y�Tʹ���^���У����ܷ⾀�ǹ̶���ijһλ���ϵġ��κ��ܷ��w( ��) ��ʹ���п�����ĥ�p�F��a�����Ķ��������y�T��й©���������ڐ��ӵĹ��r�l���£���ʹ�É������̡����͜ص��y���ܷ�Y���OӋ�Ͽ��ԄӸ����ܷ⾀λ��( �D5) ���ɿ����C�y�T���ܷ����ܣ��Ķ����L�aƷʹ�É�����
����5.2���y�U�ܷ�
�������͜ص��y���y�U���Î��p�����τ��d�����ܷ���ʽ( �D6) ���y�U�ܷ�����L�i�OӋ���L�i���L�ȼ����ȡ����ϵČ�����e��ϵ���ͱ���ɢ��ϵ����ɢ����e����ͨ�^����Ԫ������_�������C�y�T�y�U���Ϻ���λ�Ĝض���0�����ϣ���ֹ�a�����y�U���Ϻ������^�䣬ʹ���ϡ����ω��w����˨��ĸ�͵��Ώ��ɽM���F����ͽY˪�ĬF��
![���y�P�]�^��](/uploads/userup/1403/0G9593910K.jpg)
(a) ���y�����P�](b) ���y�P�]λ��(c) ���y�P�]�{��λ��(d) ���y�P�]�{�������ܷ⾀(e) ���{���ܷ⾀�^��(H)
�D5 ���y�P�]�^��
�D6 �y�U�ܷ�
�������ω��w���o�Y�����õ��Ώ��ɽM�A�o��ʽ��ʹ�y�U�����ܷ��ڵ͜ؠ�B�µ��A�o�����Եõ��B�m�a����ͬ�r���a���ضȲ���׃���r��˨׃�����a����׃�������C�y�U�����ܷ������L����Ч�����ϲ�������ʯī������ʯī�����w��Һ�w�����B�����s�ʴ���40%���؏��Դ���15%�������ɳ�С��5%�����^С�ľo���������_���ܷ⣬����ʯī߀�����^�õ��ԝ����ԣ�����Ч�ķ�ֹ�����c�y�U�g��ĥ�p��
����5.3���o�̼�
�������ó��͜ص��y�������õ���˨����ĸ���ÊW���w䓣����M������Ӳ��̎�������]����˨���ݼy�������a���������У���˨����ȫ�ݼy�Πͬ�r���y�T�b��r�ݼy��λͿ�����f����ֹ�ݼy�Q�o�r��ס��
����5.4�����o�
����LNG ��һ�N������ȼ�ױ����ԵĽ��|���ڵ��y���OӋ�в����˷������o늵ĽY�����Է�ֹ�o���������LNG ȼ��������ը�����y�U�c�y�w�g�O�Ì�ͨ�b�ã����������o늣������[���������ֵС���OӋҎ��Ҏ����10Ω��
6������
�������˷�ֹ�ͱ����y�T�����ڵ͜غͳ��ؕ͜r�a���������еĴ����Ɖģ�����OӋ�ͼӹ��^���в����м�ǺͰ��ۮa�����������CNC �ӹ����ļӹ����Ա��C����ӹ����ȡ��❍�Ⱥ���λ����ȡ��y�T�b��ǰ���b���^���У��㲿����횽��^�����坍̎����ȥ�����п����cLNG �l����������֬��
7��ԇ�
�������͜��y�T��ԇ���˰�������ͨ���y�Tԇ�˜��M�и������ԇ��⣬߀���M���y�T�ڵ͜ؠ�B��( �ض��͜�����ԇ��b��) �ĸ������ԇ�Ͳ�������ԇ���ó��͜ص��y�͜�����ԇ�����͜ؠ�B�®aƷ����ԇ
8���Y�Z
�������͜��y�T��������������LNG �ă��\ϵ�y�����OӋ���ӹ��cԇ��һ��ͨ���y�T�ļ��gҪ�����Ϳ��̡����Ƶ��|�����C�wϵ���^�̿��ƣ��DZ��C�y�T�aƷ���ܵ��P�I��