���̙C(j��)е��·�y�yо������ԏ�(qi��ng)�����g(sh��)
�������̙C(j��)е��·�y�yо������t���ش�ȱ���ǟ�����ᘿס����c(di��n)�����ӣ���ֱ����߅�ϳ���X��x���@Щȱ������}�Ǯa(ch��n)��ë�̺�Ӱ푭h(hu��n)�������W�Ȱl(f��)�_(d��)�����ѽ�(j��ng)��ֹ���r(ji��)�tʹ�á��S�����̙C(j��)е�����wʽ��·�y��“�ɿ���”��“�;���”Ҫ�����ߣ�������Ҫһ�N����t���h(hu��n)��������ĥ�������g�ļ��g(sh��)��ȡ���yо���y(t��ng)����t��ˇ��ԓ�ĺ�Ҫ��B��QPQ���g(sh��)�ڶ�·�y�yо������ԏ�(qi��ng)���ϵđ�(y��ng)�á�
��������
�������ٲ��ϱ�����ԏ�(qi��ng)�����g(sh��)�Ǟ�Ħ��������(w��)�ġ����I(y��)�l(f��)�_(d��)����20 ��ǰ�����“80 ����O(sh��)Ӌ(j��)�ęC(j��)е�a(ch��n)Ʒ����������]Ħ���W(xu��)�O(sh��)Ӌ(j��)�͛]�и�������”�������܊���Y��ָ��“�m��(y��ng)�߉�ϵ�y(t��ng)������ʽҺ���á��R�_(d��)��Ҫ������������Ӊ������P(gu��n)�I���g(sh��)�P(gu��n)��Ħ���W(xu��)��”���̙C(j��)е���wʽ��·�y���yо�c�y�w��Ͼ���һ��Ħ�������Â��y(t��ng)����t��ˇ�Ѳ��ܝM��Ŀǰ���̙C(j��)е�����wʽ��·�yĦ�����Ŀɿ��ԡ��;�����Ҫ�ˡ�Һ���y���yо(�y�U)����������ĥ���ܣ��ձ������t��ˇ������t�đ�(y��ng)��������ׄ��䡢���������F(xi��n)ᘿס�ë�̵�ȱ�ݡ��ijɽ��ٱ�����ԏ�(qi��ng)����ˇ����ĥ���ܱ��Ӳ�t��߶����������g���ܱ��Ӳ�t���20�����h(yu��n)�����懣��]�к��֮�n��
1�����}����
�������̙C(j��)е��·�y�yо���������ĥ���ܣ�Ŀǰһ����ñ�����t��ˇ����?y��n)���t����ĥ�����ǝB̼���̼�����B��̎����2��������t�a(ch��n)����ë�̆��}���y�l(f��)�F(xi��n)�ͽ�Q��������ë��Σ�������̙C(j��)е��·�y�yо(Ҳ�Q�y�U)�S������է�۷ֲ��������S�����S��ȱ�ڡ��@Щ���Ӻ�ȱ���γɵ�ֱ����߅��Ӱ���t��������Ҫԭ������t������ᘿס����c(di��n)���������}�Ǯa(ch��n)��ë�̡�
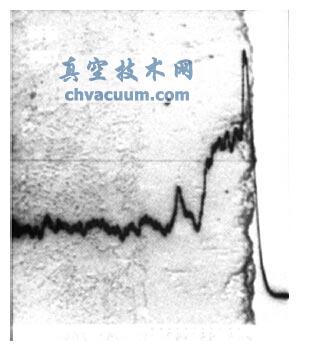
�����҂�ƽ�r(sh��)ֻ��(hu��)ע���@����܇���������ĥ����ë�̡���tֻ��ҕ僌Ӻ�ȡ��Y(ji��)����������t�����ë�̺��y�l(f��)�F(xi��n)��Ҳ���������о�����(j��ng)������ë�̶��ԭ�������|(zh��)�����}������ֿ��ǟ������ֲڣ�僌����ɡ�僌����ɵ�ȱ����Ҫ�w�F(xi��n)��ֱ����߅�ϣ��@����t���φ��}����(j��ng)��ĥ���뾫ĥ�ӹ�������ɰ݆�ĸ����\(y��n)�D(zhu��n)�͔D�������ٲ���(ë��)��ᘿס����c(di��n)�����ӡ�������ȱ�����w�ˡ��@�Në��Σ�������������ȥë�̡������ӹ���������(hu��)�l(f��)�F(xi��n)��ȥë�̡������ӹ����@Щë�̺͊A�ҵ��w���̈́��x�ˣ���߅����X��ȱ�ھͱ�¶�ˡ��@�Në���w���^����B�����^�ι̣���������Һ����������(sh��)��С�r(sh��)����䣬��ɿ��y���ϡ���˾���������������yо��������t���x���yоռ�ı������^�D1�͈D2����������(j��ng)�^����ĥ�߹�����¶ȱ�ݵ��yо��

�D1 �yо��t��ƽ��۱�����r

�D2 �yо��t��ȱ����߅������r
������t���ڵ���r��Ҫ��������r��ɵġ�������������t��Ҫ�ܸߵ�����ܶȣ����yо�ļ�Ǽ�ͻ���������{�ܴ�(d��o)���yо�ɶˡ��^������ǵ�̎���ן������a(ch��n)����֦��Y(ji��)����ë�̵�ȱ�ݡ��������˂���ҕ�����������ԭ��s�ǘO�g���x̫����ꖘO̫��̫�L����(d��ng)ꖘO�^�L�r(sh��)������yо��߅�������̎��(hu��)����
����ᘿף�ᘿ��Ǐ�僌ӱ������Ӹ��w�ӻ���w���ٵ�С��������ǚ�����yо僌ӱ���ͣ����ɵġ�Ҳ�����ǻ��w�����ϵİ�������ģ�ᘿa(ch��n)����ԭ���(f��)�s��
�������c(di��n)�����c(di��n)�����僺ͼӹ��^���У��ڽ������γɵ�С�ӣ��������m��僌ӣ���ԓȱ�ݲ��ܱ��ƽ����tȱ���γɵ�ԭ���Ƕ��ġ��ǰ���P�����ۡ���ϴ���������A(y��)��ʮ����Ҫ���e�ǒ����߅����ǵ��@�����̎�Ͳ���(hu��)��������һ���像S���߂��@��(g��)�l����Ҳ�]���@����Č��I(y��)�˲š����늘O��С��λ�ò���ʮ����Ҫ�����ИI(y��)�����ּ��g(sh��)���߷֒�ߵ��f������ǰ��ʽ�Ŀɿع��Դ��僵ĕr(sh��)�g���^�L���Y(ji��)�������ܡ��F(xi��n)�ڲ��ø��l�Դ��僵ĕr(sh��)�g�죬��߅�����ë�̛]��ȥ�����]�е��A����r�£�������ᘿס����c(di��n)�o�����⡣僺����Ҳʮ����Ҫ�����չ�ˇҎ(gu��)�̣���t���횳��䣬���Ǽӟᵽ200~240�棬����2~3h��24h�Ժ��Ĥ�ι̺���ܰ��\(y��n)��
������tȱ�ݺ͚��l���кܴ��P(gu��n)ϵ���e���Ϸ�÷�꼾��(ji��)������tȱ�ݸ߰l(f��)�ڡ��eҪ���üӹ����\(y��n)ݔ�����ܸ���(g��)�h(hu��n)��(ji��)�ļ�(x��)��(ji��)���������в������|(zh��)���y�Ա��C����t����һ��(g��)���}��Ӱ푭h(hu��n)������?y��n)����r(ji��)�t�����w�к������W�Ȱl(f��)�_(d��)������ͽ�ֹʹ���ˡ��҇�Ҳ�ڇLԇ�����r(ji��)�t������r(ji��)�t�������wΣ��������һ�c(di��n)�������g(sh��)߀�����졣
������t����ĥ���mȻ�ǟ�̎����2�����������g�Բ��Ǻܺã���˾�е�ͬ־ȥ�����죬�����˼Ұl(f��)�ڵIJ��P���҂���t�ąs���P�ˡ�
2�����ٲ��ϱ�����ԏ�(qi��ng)�����g(sh��)
����ʹ�ò��ϕr(sh��)�������Ӳ�ȡ���(qi��ng)�ȡ���ĥ���c�IJ��g�ԡ�����֮�g����������ì�ܣ�����̎������(d��ng)��������ɲ������M(f��i)����������ʧЧ��ʹ�����w���ϣ����S����r���y��̎����ǡ��(d��ng)���Еr(sh��)�����o����Q�������ñ��揊(qi��ng)��̎��t���������������ʹ���ϵĝ����õ���ְl(f��)�]��
�������ٲ��ϱ�����Լ��g(sh��)�����������ġ����W(xu��)�ġ��������W(xu��)���Լ��C(j��)е�ĵȹ�ˇ������ʹ��������@����Ҫ��ijɷ֡��M�������ܣ������Ħ�����|(zh��)���Ĺ��̡�����20 ���o(j��)80 �������10 �(xi��ng)�P(gu��n)�I���g(sh��)֮һ���ǽ�10��20��l(f��)չ��Ѹ�ٵĿƌW(xu��)���g(sh��)�����ڳɞ�һ�T���͵Ī�(d��)���W(xu��)�ơ����ٲ��ϱ�����ԏ�(qi��ng)�����g(sh��)���Ǻ��εğ�̎�������g��������Ҫ��ͨ�^���ϱ�����ԏ�(qi��ng)�����g(sh��)����߱��揊(qi��ng)�ȡ�Ӳ�ȡ���ĥ�Ԟ��������Q�����Ӳ��(��(qi��ng)��)���g(sh��)��������(li��n)ϵ���н��棬�־���������(d��)���ԡ��������S��ƌW(xu��)���g(sh��)���³ɾ͡��¼��g(sh��)���������e�����⼼�g(sh��)����������g(sh��)�ȝB�����湤��֮���،��˱��湤�̵đ�(y��ng)�÷�������Һ������(sh��)�F(xi��n)�ɿ��ԡ��;��Ե��P(gu��n)�I���g(sh��)��
����2.1��QPQ ���ٲ��ϱ�����ԏ�(qi��ng)�����g(sh��)
����“QPQ”��Ӣ��“Quench-Polish-Quench”�����^�s����ԭ�����-����-��𣬏Č��I(y��)���g(sh��)�ρ��v���@�N�f������_�У����ڇ��H���ѽ�(j��ng)��(x��)�T��������������Ա��V�����á�
����QPQ���g(sh��)(Ҋ�D3���D4)�ڇ���(n��i)Ҳ���Q��QPQ�}ԡ��(f��)��̎�����g(sh��)������“��(f��)��”�ĺ��x���^������ă�(n��i)�����ڹ�ˇ����ָ�����ڵ����}ԡ�������}ԡ�ɷNԡ�}��̎����������(sh��)�F(xi��n)�˝B���������������ď�(f��)��;�B�ӽM�����ǵ������������ď�(f��)��;����������ĥ�Ժ����g�Եď�(f��)��;���g(sh��)���ǟ�̎�����g(sh��)�ͷ������g(sh��)�ď�(f��)�ϡ�
����������}ԡ�B��ʼ��1929�꣬����ȫ�軯��ĵ͜��}ԡ�B����Ҳ���Q֮���}ԡ�軯��20���o(j��)40����ڵ���ǰ�K(li��n)��������̎������䓵��ߡ���(d��ng)�r(sh��)�@�N���g(sh��)�������ڽY(ji��)��(g��u)䓵����g�ԝB���⣬߀�����m���ڸ���������䓷N��ͬ�r(sh��)�����Ƶ��軯���}ԡ��횽�(j��ng)�^��ʮС�r(sh��)�ĕr(sh��)Ч����ʹ�á�
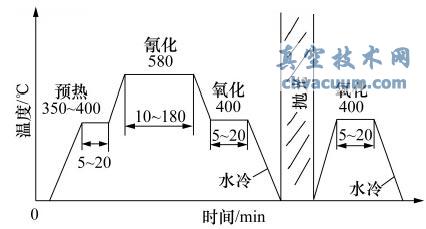
�D3 QPQ �¼��g(sh��)�Ĺ�ˇ����
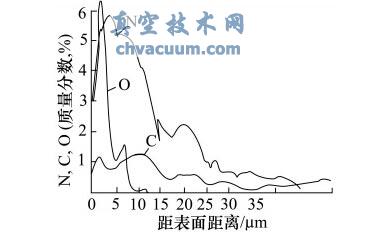
�D4 QPQ ̎����B����N��C��O �����ֲ�
�������˿s�̕r(sh��)Ч�r(sh��)�g�����ϸ�ɳ��˾��1954���_�l(f��)�����軯���}ԡͨ�՚���µĝB�������ڵ���������“Tenifer”�������}ԡ�B�����}ԡܛ����(�}ԡ��̼���B)���@�(xi��ng)���g(sh��)��1959�걻�������M(j��n)�Q֮��“Tufftride”;1961�걻�ձ����M(j��n)�Q֮��“����ȥ饤��”�������Hʹ�}ԡ�ĕr(sh��)Ч�r(sh��)�g�Ɏ�ʮС�r(sh��)�s�̵���С�r(sh��)��߀���������}ԡ�������[CNO-]�ĺ������p���˝B�ӵĴ��ԣ����Ҳ���Q���}ԡܛ�������µ��}ԡܛ���������m�������е�䓷N�����ǣ�ԓ���g(sh��)�����緶����(n��i)�õ���Ѹ�ٰl(f��)չ�����ܶ�l(f��)�_(d��)�Ĺ��I(y��)�����ձ���á�
����2.2��QPQ ���g(sh��)�ă�(y��u)�c(di��n)
����(1)�����߱���Ӳ�Ⱥ���ĥ�ԣ�����Ħ��ϵ��(sh��)����40CR����������Ӳ��HV700������ͬԇ�(y��n)�l���£���ĥ�Աȳ�Ҏ(gu��)���(HRC58)��29 �����ȸ��l���(HRC61)��23 ������20 ̖䓝B̼���(HRC63)��14�������x�ӝB����2.8�������Ӳ�t���2�����ϣ���̼
����䓵�ƣ�ڏ�(qi��ng)�����40%���ϡ�
����(2)�����߿����g���ܡ����N��ͬ���ϣ���ͬ��ˇ̎���Ę�Ʒ��ͬ�ӵ�ԇ�(y��n)�l��������ASTMB117��(bi��o)��(zh��n)�M(j��n)���B�m(x��)���Fԇ�(y��n)��ԇ�(y��n)�ض�35±2�棬�������>95%��5%NaCL ˮ��Һ���F���^�������P�g���ܱ�1CR13���P䓸�40������1CR18NI9TI ���P䓸�5�������Ӳ�t��20��������b��t(CU-CR)��35�����Ȱl(f��)�ڸ�280����
����(3)��ȫ�h(hu��n)������20���o(j��)60�������20���o(j��)70��������}ԡܛ�������đ�(y��ng)����Ѹ�����ӡ�����20���o(j��)70������ڣ����ڭh(hu��n)�����挦���I(y��)��Ⱦ�����ƣ����軯���ԭ�ϵ��}ԡܛ�������@һ�r(sh��)�ڵđ�(y��ng)����������½������ˏص�Q�}ԡܛ���������軯����Ⱦ���}��20���o(j��)70������ڣ����ϸ�ɳ��˾���_�l(f��)��ȫ�µğo�������}ԡ�B�����g(sh��)�����20���o(j��)70��������Ժ��}ԡ�B�����đ�(y��ng)������Ѹ�����ӡ�
�����µğo�������}ԡ�B�����Բ����軯���ԭ��ֱ�����Ƴ�����������ܸߵ��}ԡ�����ز����L�ڕr(sh��)Ч�ķ���������������ĺ�����ͬ�r(sh��)������һ�N�܉�ֽ��ж��軯��������}ԡ���Á��ֽ���ĵ���ԡ�}�Ў���������������ֽ���a(ch��n)�����������[CN-]�����������ϴˮ���ٺ����ж���������@�Ӿ͌�(sh��)�F(xi��n)���}ԡ��ԭ�ϟo����������ϴˮ�o�����Ķ��ص�Q�˹������}��
�����µğo�����}ԡ�B�������������M(j��n)�õ��˴�����(y��ng)�á��������ֹ�˾(Kolene)�ǵ��ϸ�ɳ��˾���}ԡ�B�����g(sh��)�����Ñ��������H�ܺõؑ�(y��ng)�����µ��}ԡ�B�����g(sh��)�������M(j��n)�и��º��M(j��n)��ԓ��˾�ڹ����M(j��n)�����}ԡ�B���������Ժ�߀�����������M(j��n)���˹������������������M(j��n)��һ������̎�����@�ӽ�(j��ng)�^����̎�����H���������p�Đ�Ŀ���������g�Դ������ߣ��������^����t���懵Ȍ��T�ı������g���g(sh��)��
2.3��QPQ ���g(sh��)�ڹ��̙C(j��)е��·�y�yо������ԏ�(qi��ng)���đ�(y��ng)��(Ҋ�D5~�D7)

�D5 ��(j��ng)�^QPQ ̎�����yо(ԓ�D�ӹ��������Q)
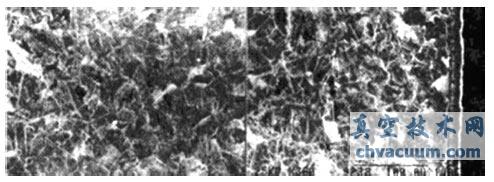
�D6 ��R�������^�쵽���yо40CR 䓵ĝB�ӽM��
�D7 �yо40CR 䓝B�ӱ�������Ԫ�ؒ���
������ĥ-ȥë�̡�����-�뾫ĥ����ĥ-QPQ�B����(qi��ng)��-����-QPQ����-������
����ȥë�̡��������g(sh��)�����ϱ��揊(qi��ng)�����g(sh��)�����P���g(sh��)���@����(g��)���g(sh��)�ǻ����P(gu��n)(li��n)�ģ������?zh��n)����I(y��)���ԡ�ȥë�̡������ӹ����������ĸ��Nȱ�ݶ���¶������(�Ѽy�����c(di��n)��)�������M(j��n)һ���Y�x���ҳ�ԭ���Dz��φ��}߀�Ǽӹ����}��������(y��ng)�Č��ߡ�ȥë�̡������Ժ�����(qi��ng)������(qi��ng)���������������yо������������������А۲���ֵĸ��X���ӹ�����Ӳ����0.3~0.4��Ӳ�Ȝyԇ�_(d��)��HV700����������ĥԇ�(y��n)���}�Fԇ�(y��n)�����(xi��ng)ָ��(bi��o)���_(d��)����Ҫ�ص���������t�yо���ڡ�ë�̵�����ɵĿ��y���ϡ�
�������̙C(j��)е��·�y�yо������ԏ�(qi��ng)�����g(sh��)����˾��ȫ�ИI(y��)�����M(j��n)�Ќ�(sh��)�`���\(y��n)�ã�׃�?y��u)�B�����H������yо��ƣ�ڏ�(qi��ng)�ȣ�������Ч��Q���y���ϣ�������������(g��)Һ�����ИI(y��)�Ŀɿ��ԡ��;��Ծ������h(yu��n)�����x����ˮ�����|(zh��)��Һ�����ǰl(f��)չڅ�ݣ�QPQ���g(sh��)��Q���@һ�y�}���@�N���g(sh��)�����P䓡�̼䓡��Ͻ�䓡��T�F����ɫ���ٶ���̎�����_(d��)�������ĥ���ܣ����÷��P��Ŀ��(bi��o)���@�N��ˇ�ɱ��^�ͣ��O(sh��)��Ͷ�벻��30�fԪ����f(xi��)�ӹ��c(di��n)��ĵط�4~6Ԫ/���������t�͝B̼�����f(xi��)�ӹ��c(di��n)�ٵĵط�6~8Ԫ/����(С�������r(ji��)����Ӌ(j��))���Ը�����t�͝B̼��𣬴������մɇ�Ϳ������ȡ����t�͝B̼���B�����