�p������ʽ�����հl�����ĸ��M�OӋ��ԇ��о�
�����p������ʽ�����հl����������Ŀǰ�V��ʹ�õ�����ʽ��հl�����������й��o�����͡��Ě����ٵă��c���ښ�����ϵ�y�о��кܴ�đ���ǰ��������ᘌ�ԭϵ�y���OӋ�IJ��㣬�������һ�����Q���y���ԭ�Ѓɂ��������y�ĸ��M�OӋ��ԇ��о��Y�����������M��ϵ�y����Ҫ������ԭ�л��A�Ͼ���һ���̶ȵ���ߣ��O����նȿ��_93kPa�����^ͬ���e������ʽ��հl��������ͬ�ӹ��o�����£���ȡ1L������ն��_80kPa�r��푑��r�g�p����12.5%��
�����ڹ��I�Ԅӻ��lչ�^���У���������ȡ���g��Խ��Խ�V���ؑ����ڸ��N���a���ϣ���Ҫ������ȡ���顢��ܛ�����ķ��F���ǽ��ٲ��ϣ�����ɰ��\���A�o����b�����I��Ŀǰ�������a���ϏV�����õ���հl���b����Ҫ������ʽ��հl���������s���wͨ�^����ĸ������ӏĶ��a��һ������նȡ������乤��ԭ��Q������ֻ�����^�ߵĹ��o�����²����_���O����ն������ҺĚ��������ښ��ϵ�y���ܡ���ռ��g�W(http://shengya888.com/)ǰ���������һ�N���͵���հl����PVSCTC-1(Pneumatic Vacuum System Consisting of Two Cylinders-1)������ԭ����D1��ʾ�������������^�͵Ĺ��o�������_���^�ߵĘO����նȣ��@���п���ֱ�ӻ�����Ú���Ś�������M�й������a����գ��_�����ϵ�y���ܵ�Ŀ�ģ��ڹ��̑����о����^�ߵđ��Ãrֵ��
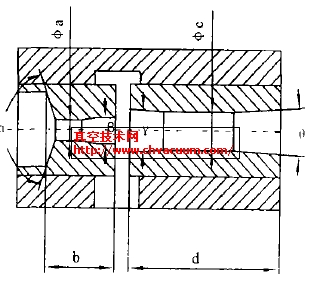
1.����ǻ�� 2.����ǻ�� 3.���ǻ�� 4.���ǻ�� 5.�B�ӹܵ���Ч���� 6.������P 7.�Q���y
�D1 �p������ʽ�����հl��������ԭ��
�����@�N���͵���հl��������һ�N���ܵĚ����հl���b�ã��ڝM���������Ҫ��Ļ��A�ϣ����푪�����^�ߵ�����ʹ��Ч�ʣ���t�о����x����ͨ�^ǰ�ڵ��о��l�F����푑��r�g�ͺĚ����@�ɂ�����ָ�����^ͬ���e������ʽ��հl������߀����һ���IJ�ࡣ�����о���Ŀ������ͨ�^���P����Փ���������䲻��֮̎�M�и��M��������w����ˮƽ��
1�����M�OӋ����Փ����
����1.1���O����նȷ���
����ϵ�y�Ĺ���ԭ������ռ��g�W�������є����������ǻ�ҟo���^�m��ȡ��Ч��������еĚ��w�r�������ǻ����϶�ݷe�еĚ��w��ȫ��Û��ĉ���ǡ������������еĚ��w�����c�������y�_������֮�͕r���_����ϵ�y�ĘO�ޠ�B����������_���O����նȡ������^���^�̵Ě��w��B���̿ɵã�ϵ�y�_���O�ޠ�B�r���ǻ�҃��c�������(������P)�����_���ĘO����ն�p'vmax��pvmax�քe�飺
����ʽ��p0———��≺����Pa
����Δp1———�Ś�����y�_��������Pa
����Δp2———�������y�_��������Pa
����s———�����\���г̣�m
����x0———���ǻ����϶�ݷe��Ч�г̣�m
������ʽ(1)��ʽ(2)��֪����������ȵĘO����ն��c�顢�Ś�����y���_��������ǻ�w��϶�ݷe���г̴�С�����P�����ҵ������ǻ�҃ȵĘO����նȣ���ֵ��������y�_��������С�����ҳ�����y���_�����������P̎�����_������ն�Ӱ����ֱ�ӡ����磬�����Ś��y�������y�_��������12kPa�r�������ǻ�҃��܉��_���������նȞ�95kPa���t������P̎���_���������նȼs��83kPa���ɴ��f�����ڳ���^���У������кܴ�һ���ֵĉ����pʧ�ڳ������y̎��
����1.2��푑��r�g����
����ϵ�y푑��r�g���cϵ�y����Ч���ٺͱ���ȡ�����ݷe��С���P�ģ��Pϵ���£�

ʽ��pc———��Ч��������Ț��w�^��������Pa
����V———��Ч��������ݷe��L
����Se———ϵ�y��Ч���٣�L/min
�������ض��Ĺ��������£�����ȡ��������С���B�ӵĹܵ��L��һ�㶼�ǹ̶��ġ������ϵ�y����Ч���ٵõ�����ߣ�ϵ�y푑��r�gҲ��푑��p���ˡ���ϵ�y����Ч����������հl���b�õ��������ٺͳ����������ͨ���ܹ�ͬ�Q���ģ���һ���Ĺ��o�����£��������ij����Ǵ_���ġ�ֻ��ͨ�^��߳����������ͨ���܁�p��ϵ�y푑��r�g��
�����S����������ȵ���ն���u���ߣ����ǻ���c��������g�ĉ�����u�pС��ÿ������^�̳������y���_���̶�Ҳ�����pС��ʹ�����ǻ�Ҹ����y�ԏ���������ȳ�����w����K����ϵ�y푑��r�g���ӡ����ԣ��������y�������������ͨ�����Լ�ϵ�y��Ч���ٶ����^���Ӱ푣������ڜp��ϵ�y푑��r�g��
�����C���������D1�еăɂ��������y���HӰ���ϵ�y�O����նȣ������ڳ���^���У����Ǯ������ն��^�ߕr�����_���̶ȵĜpСҲ������ϵ�y푑��r�g�Ĝp�٣���Ҫ��ϵ�y�Y���M���������M������p������ʽ�����հl����������ˮƽ��