С�͜u݆���ӱÄ��~Ƭ�OӋ�c���켼�g�о�
�������ďĽY���OӋ�Ƕȷ������~Ƭ�S��߶�h������a���~Ƭ��α���~Ƭ��z���~Ƭ���δ �ȽY�����������s�ȵ�Ӱ푣������ڷ����YՓ����˱��~Ƭ���ӱ��~݆���OӋ˼��;��������ԪӋ������u݆���ӱ��\�Еr�~Ƭ�đ�����B���@֪�~Ƭ�����r�a���đ������c�~Ƭ��ȟo�P���Ķ��鱡�~Ƭ���OӋ�ṩ�ڏ�����Փ�����֧��;���ͨ�^��ˇ������ԇ�Ƴ����~Ƭ��С�͜u݆���ӱã�ԓԇ�Ƽ��ڜyԇ���D���_����60000 rpm��ʹ��Ч�����á�
�����u݆���ӱ���һ�N����ի@���O�䣬�����ṩ�坍�ĸ���խh��������ӹ��I����W���̡�����ƌW���I��@�ÏV�����á�С�͜u݆���ӱ������w�eС���|���p�������ٵȃ��ݣ�������Ҫ����նȶ������{���ٵ��O���x���У����������|�V�����x�c�z©�x����ի@���O�䡣
�����u݆���ӱ����~݆�M��������Ĉ��ЙC�����~݆�M�ɽ������еĄӡ��o�~݆�M�ɣ������r���~݆�������D�����ٶȽӽ����ӟ��\���ٶȣ����o�~݆�����oֹ������ᘌ�ijС�ͷ��ӱÑ�����������~݆���OӋ�c�ӹ����ͼ��g�M�����о���
1���~Ƭ�OӋ
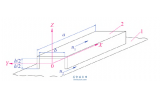
�����u݆���ӱõij��������Ҫ�w�F��õij��ٺ͉��s�ȣ����õĉ��s���c�~݆������ָ���Pϵ�������~݆�����ɴ����߱õĉ��s�ȡ����I�OӋ�У�һ��ϣ�������~݆���~Ƭ�S��߶�h �M��С���@��ʹ�������g�ȿɷ��ñM�����е��~݆���Ķ��@�ø��ߵĉ��s�ȡ����ڄ��~݆���~Ƭ�S��߶�h ��Ҫ�ɹ���a ���~Ƭ��α �_����(�����~Ƭ���Ӱ�)������ʽ(1)��
![]()
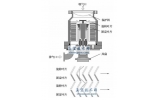
�D1 �~Ƭ�΅���ʾ��D
�����~Ƭ�g�Ĺ�����Ƶ����~픈A���L�c�~Ƭ��z ���̡�����~Ƭ�S��߶ȿɌ�����ʽ��
![]()
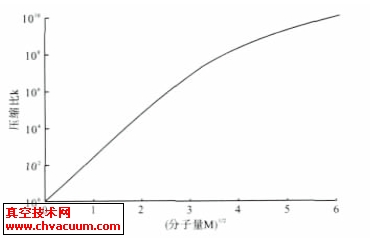
��������ʽ(2)��Ҋ�������~Ƭ����pС�~Ƭ�Ǿ�����Ч�Ľ����~Ƭ�S��߶�h�������~Ƭ�ǵĜpС߀��������μ��~݆�ĉ��s�ȣ��Ķ�ʹ�õ����w���s����ߡ��~Ƭ���c���s���Pϵ��D2��ʾ���D2 �Д�����Ӌ��l���飺݆�A���ٶ��c���ӟ��\���ٶȱȞ�C1= 0.5�����ұ�a/b = 1��
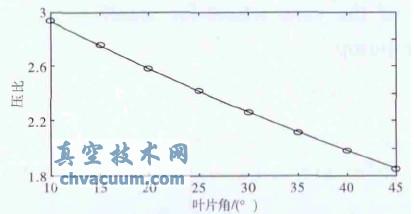
�D2 �~Ƭ���c���s���Pϵ(C1= 0.5,a/b = 1)
����Ȼ����ֱ�������~Ƭ��z ��pС�~Ƭ��α �������~݆����Ч������e���ͣ��Ķ�Ӱ푳��١���Ч������eӋ�㹫ʽ�飺
![]()
������ʽ(3)��Ҋ����Ч������e�S�~Ƭ��z �����ӻ��~Ƭ��α �ĜpС���pС�����S�~Ƭ���δ�ĜpС�����ӡ���ˣ���ϣ�������~Ƭ����pС�~Ƭ�ǁ������~Ƭ�S��߶ȣ�ͬ�r�ֲ�ϣ��������Ч������e���t��Ҫ�pС�~Ƭ�ĺ�ȡ�ͨ����r�£��u݆���ӱõĸ����~݆���~Ƭ�Ƕ���������������u�pС���ԫ@����ij�����ܡ����о����OӋ���~Ƭ�ǶȲ�ͬ�����N�~݆�����~Ƭ�Ƕȷքe��40°��30°��20°�������ľ��w�Y���c���܅������±���ʾ��
��1 ��ͬ�Y�������~݆���^

2���~Ƭ��������
�������ӱ��~݆�IJ���ͨ�������X�Ͻ��䏗��ģ��ȡ70 GPa�����ɱȞ�0.33��Ӌ���~Ƭ�Ǟ�30°���~Ƭ��Ȳ�ͬ�ăɂ��~݆��60000 rpm ���D�ӵđ�����B���������~Ƭ��ȷքe��0.6 mm��0.3 mm��
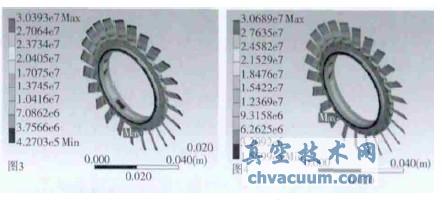
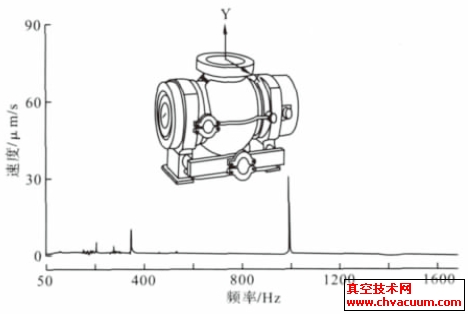
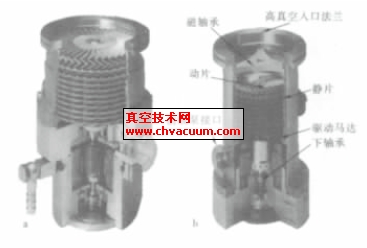
�D3 0.6mm �~Ƭ���~݆�����������D4 0.3mm �~Ƭ���~݆��������
����Ӌ��Y����D3 �c�D4 ��ʾ���ĈD�п��Կ�����0.6 mm ���~Ƭ��60000 rpm �D���µ���������F���~Ƭ���~����������30.4 MPa;��0.3 mm ���~Ƭ��ͬ���D���£������Ҳ���F���~����������30.7 MPa����Ҋ����ͬһ�D���ɷN�~Ƭ����������������λ����ͬ���@����飬�~݆�D�����a�����d������T���������T�����c�|�������ȣ����~Ƭ��ȜpСʹ������e�����½��r���~Ƭ���|��Ҳ��ͬ�ӱ����½���������a���đ���������׃��
�����������Ϸ�����֪���~Ƭ�����r�a���ăȑ������c�~Ƭ��ȟo�P����˻��������J���~Ƭ�ď��ȗl��Ҳ�c�~Ƭ��ȟo�P������Ҫ��ه���~Ƭ���������ď��ȡ����ԜpС�~Ƭ��Ȳ�����ɸ������D�µ��~Ƭ���ȗl�����½����@�鱡�~Ƭ���OӋ�ṩ�ˏ�����Փ�����֧�֡�
3���~Ƭ���칤ˇ�о�
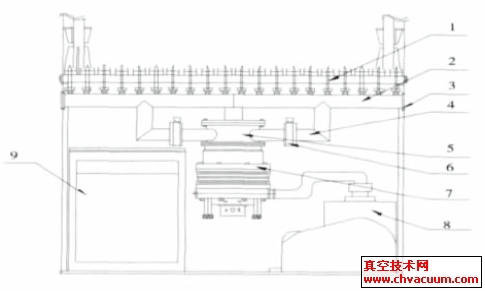
����һ�N���~݆�ĽY����D5 ��ʾ����ӹ��y����Ҫ�w�F�ڣ����~݆�m�錦�Q�Y���������п��gŤ�D�档���~݆�D���^�ߣ���Ҫ�_���^�ߵĄ�ƽ
������ȼ����ܱ��C�����\�С��@Ҫ���\���㲿�����бM��С�Ě��ƽ��������ˌ��~݆�ļӹ���������˺ܸߵ�Ҫ���p������~Ƭ��Y�������^�ͣ��ӹ����װl������׃�Σ��Ķ�Ӱ푼ӹ����ȡ����~݆���~Ƭ�g��dz�С(30°�~݆���~��̎�g���H2.5 mm)����Ҫʹ�����ӹ����ߡ�ᘌ��~݆�Y���ď��s�ԣ��OӋ�˃ɷN���g������һ�N�����Dz������S�ӹ�����ͬ�r�OӋһ���D���b������~݆�����;��һ�N������ֱ�Ӳ������S�ӹ�����������͡�
��������ԇ�Ʋ�ͬ�Y�����~݆�r�����õ������S���ظ��ٸ�Ч����������˷����ӹ��r���c�ǽ�Q�����߸��桢����܉�EҎ���������������������Ȇ��};�����~݆�OӋ�D�ٞ�60,000 rpm���~݆������Ҫ���ܘO����x��������˲��Ϗ������쏊����һ����Ҫ����ָ�ˣ�ͨ�^�����ϲ�ͬ�ضȺ͕r�g�Ĺ��ܕrЧ��̎����ˇ�о��@����IJ��Ϗ������쏊�ȡ�
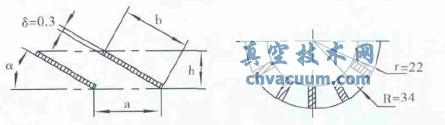
�����D5 ��ӹ���ɺ�Ą��~݆�����~Ƭ�ǶȞ�30°���~Ƭ��Ȟ�0.3 mm���ļӹ��ĽY����������������⻬ƽ�����]�еć��ص��~Ƭ׃�Σ������˹�ˇ����ȡ�����^�õ�Ч����

�D5 �ӹ��Ą��~݆������Ƭ
4���YՓ
�������ӱÄ��~݆�ļӹ�������С�͜u݆���ӱ������е��P�I���g֮һ�����Ļ��ڳ�����Է����Լ�������Փ����������˱��~Ƭ���OӋ˼�룬�������~Ƭ�~݆�����켼�g�M��̽���о�����ԇ�ƽY�����������~Ƭ�~݆���OӋ�c�������ǻ������еģ��܉�M��u݆���ӱõ�ʹ��Ҫ��ԓ�о���С�͜u݆���ӱõ������ṩ�P�I���g֧�֡�