����ObjectARX���_�ı��D���ٵ�܉�E�Ԅ�����
���������_�ı��D�ӵ��;����ɼ������ӹ��r�������Π���b��Ҫ����ObjectARX ܛ���OӋ�˃ɷN�ٵ�܉�E���ɷ��������;�ƫ�Ʒ����;������ЈA�����U���ɷN������ԭ�������c�����^�ɷN�������m���ԡ����������A���돽�`��;��ӹ����ȵ�Ӱ푣���ָ�����Ƶ����Π��`��ı�Ҫ�ԡ�
������ţ�^�ٴ���С�����T�ٴ��M�Д��ظ��죬�����_�ı��D������������ӹ���ԓ�������H���У��������@�����s�ɱ������Ԟ�������С������O�����a��I�����á����ظ���ķ�ʽ�ж�N�������ù��ؙC����Ӳ��ƽ�_���ø��Z�Ծ������Ƴ������ڌ��F�������@�Nϵ�y߀���мӹ����ȸߡ�������������c����������^�ࡣ�����_�ı��D���;��^�L��ͨ��������ΈA�����u�_�������_�ı��D���;���׃�r������ϵ�y�������OӋ���;��ʴ_���ٵ������ٵ�܉�E�Ĵ��a��Ȼ���ɿ��Ƴ����{�룬�M���M�������ӹ�����ˣ��о��ٵ�܉�E���Ԅ����ɷ�������һ������Փ���x�͌��Ãrֵ��
1���_�ı��D���;����ɼ������ӹ����c
�������͵��_�ı��D�ӽ�����D1 ��ʾ�����;���ˮƽ���Qֱ�ɂ���������Q�����У�AB��EF ����O �����ĵăɶΈA����BC ����O1�����ĵĈA����DE ����O2�����ĵĈA������CD ��һ�Νu�_��������A�A�Ğ�O���_�ı��D�ӵ������ӹ��փ����M�У��;���BB'��Ҫ���ٴ�����ɼӹ���
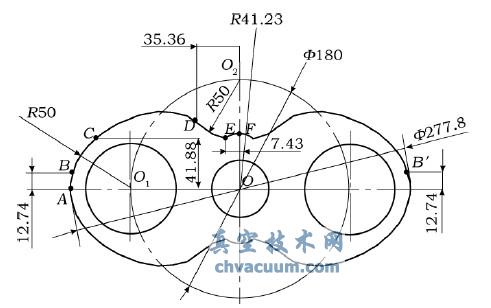
�D1 �_�ı��D�ӽ���
�����ٵ����������ď��Ⱥ����öȣ��Ա��C���l�;��ӹ����B�m�ԣ���˵��⑪ĥ�ɰ돽�sR1mm �ĈA���Ρ��鱣�C�D�ӵļӹ������Լ��D�;��Č��Q�ԣ��ٵ��������֑��������Q��ͬ�r���ٵ���횴�ֱ���b�������ڼӹ��^���в����Sƫ�D�����߲��a�\�ӑ����]����A���돽���Ե���A���ĈA��܉�E����ʣ��������߲��a�\����D2 ��ʾ�����ڌ�������Ե���A��������c( �����c) ����ʣ���ˣ����߲��a�\�ӳ����Ɍ����c��һϵ��λ�����˽M�ɣ��������c܉�E������������
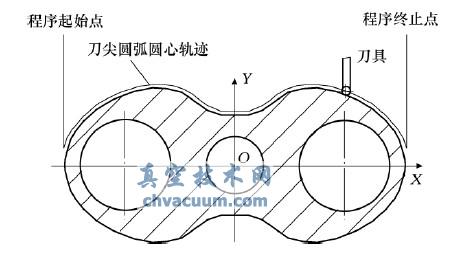
�D2 �������߲��a�\��
2������܉�E���ɷ���
������Visual C + + 6. 0 ܛ���У�����ObjectARX ���̮a��ARX �ļ�����AutoCAD ܛ���м��dARX �ļ������_����܉�E���ɽ��棬��D3 ��ʾ���c��“�D�η����;���”���o����AutoCAD �����x���D���;������Ԅ����ɵ���܉�E����������ı��ļ���
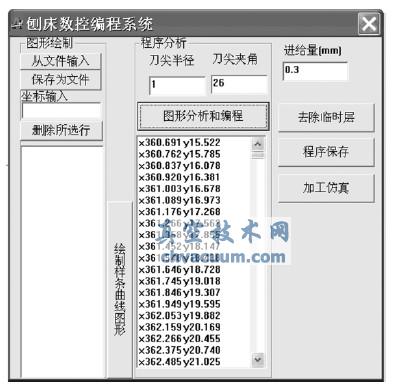
�D3 ����܉�E���ɽ���
�Y�Z
����1) �_�ı��D�ӵ��;����Ќ��Q�ԣ��ٵ�����ֱ���b�����ÈA���ε��⣬�������ֻ������Q�����߲��a�Ե���A���A�Ğ���ʣ��ӹ����a�錦���c��܉�E��
����2) �OӋ�˃ɷN�ٵ�܉�E���ɷ���: �����;�ƫ�Ʒ��ͻ����;������ЈA�����U���˃ɷN������ԭ�������c���ɷN�������m���Ա��^�Y�������������;������ЈA��������
����3) ����A���돽�`������;��ļӹ��`����;�б���^���λ��Ӱ푱��^�@������ˣ������Ƶ�����Π��`�