�u����ձõ��P�I���g���}
1���u���X�ĝu�_���OӋ
�������ڈA�u�_���Ď����ԣ��u���X�;������ÈA�u�_�����t��Ȼ�ڜu���Xʼ�ˮa���X������F���y�����ǰ��X���^���е���������ˬF���@�Ӯ����w���s�����ą^��r���a����Û�F����ɉ��s�Ⱥ͘O����նȵĽ��͡�������߉��s�Ⱥ͜u���X�X�^���ȣ�����Q�u���X�;��ڼӹ����c���߸���Ć��}��ͨ���M���;���������Ҋ�������������p�A��������ֱ���A�������������A�������������������������Ǻ��������ȡ���Ŀǰ����������߀���Ǻܳ��죬��������OӋ����������Ȼ�����F���憖�}�������OӋ�rһ��Ҫ�M�����S�\��ģ�M���鿴��������;��Ƿ���ڸ��憖�}��
2���g϶���ܷ�
�����ܷ↖�}��Ӱ표u����ձØO����նȵ���Ҫ���أ����s���w��ͨ�^�����g϶���S���g϶�������@����Ҫ�����S��͏����ܷ��p�ٚ��w�������u����ձõ��ܷ���Ҫ�����S���g϶�ď����ܷ⣬���X��ܷ⣬�͏����g϶�������ܷ⣬���X���ܷ⡣���ڜu����ձõ��;����ԣ�����ǻ�c�Ś�ǻ�]��ֱ�����B�����g���ډ��sǻ��������������ǻ�g�ĉ�����^���ܷ���w��
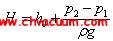
����2.1���S���g϶���X��ܷ�
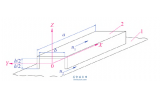
�����S���g϶��Ӝu���P�X픶��c�o�u���P�P���Լ��o�u���P�X픶��c�Ӝu���P�P��֮�g���ڵ��g϶�����ڄӜu���P���o�u���P���X������_�O�c�u���X�;���ͬ�Ĝu���ۣ����ڜu���ۃ�Ƕ���طN���ϵ��ܷ�l���ܷ⡣�����ܷ�l�c�u���P�P��֮�g���������\�ӣ�����Ҫ���ܷ���Ͼ�����ĥ���ߜص����ԡ��u���X�߶ȵļӹ��`��Ӝu���P���o�u���P�İ��b�`��u���X�ğ�׃�Σ��p����ЄӜu���P��ɶ˵ĉ�����ȶ��������S���g϶��׃�����@Ҫ���ܷ���Ͼ���һ ���ď��Ժ͏��ȣ��a���g϶��׃����Ŀǰ���õ��ܷ���Ϟ铽��������ϵľ��ķ���ϩ�������˱��C�u���X�X�˵ď��ȣ��u���۲�Ҫ̫��u���ýY���OӋ�����ڄӡ��o�u���P�IJ�ж�����L���\�D���ܷ�l���M���ܷ�Ҫ��r�������^������M����Q��
����2.2�������g϶���X���ܷ�
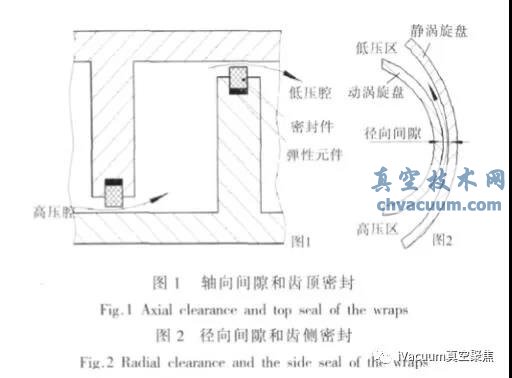
���������g϶��Ӝu���X���o�u���X�g����̎���g϶���X���ܷ⼴��ɉ��sǻ֮�g���g϶�ܷ⣬�ܷⷶ������С�g϶̎�_ʼ����형rᘡ���rᘸ����D 0.3π�������g϶�^���ܷ�Ч������Ӱ푘O����ն�;�����g϶�^С���u���X֮�g���a��Ħ�������z�ϣ��ƉĄӡ��o�u���X���档
���������g϶���S���r��׃�����OӋ�߿���ͨ�^Ӌ��Cģ�M�u���X�S�ضȵ�׃�Π�B��Ȼ����ͨ�^�����u���X�ں�ʹ�����_�������ضȕr�������g϶��ѣ��Դˁ�pСй¶���_���ܷ��Ŀ�ġ�
�����O����ն��ǜu����ձõ���Ҫ����ָ�ˣ��X��ܷ���X���ܷ���Ӱ푘O����նȵ���Ҫ���ء��ܷ�Ч����Ҫ�ܼӹ����ȡ����|�ͱ���̎�������؛Q����������ӹ����ȣ����Ɯu���P���ϣ������ı���̎��������ܷ�Ч�����@��Ҫ�^���I��Č��Һ�������ͬŬ�����F��
3���ó�ʼ��������������
�������ڜu����ձ����ݷeʽ��ձã�����ǻ�c�Ś�ǻ��ֱ�����B�����sǻ�w�e�����pС���s���w���@�Ӿ͕����Fһ�����}�����u����ձ���ډ������≺�r����ô�����sǻ�\�ӵ��c�Ś�ڽ�ͨǰ�����sǻ�ȵĉ������dz����@���u���X�ď���Ҫ��ܸߣ����ҕ�ʹ�ù����ܲ����������õĄ�ƽ��Ҫ��dz��ߡ�
������Ҫ��Q�@�����}������ʹ�õ�����ǻ�c�Ś�ǻ���B�����u���X�ĽKֹչ���c��ʼչ�ǵIJ�ֵ������ 2π���@�ӿ��Ա���ó�ʼ���r�IJ����������ҿ��Ԝp���X����ߜu���P����Ч������e�������@���OӋ��Ȼ�����ͳ��Ч�ʣ��������ڛ]�����g���sǻ�����������g϶�ܷ��y�ȣ��������O����նȽ��͡�
4���OӋ��Փ
�����u����ձõĹ��������c�u���;����OӋ���;��ӹ����ȡ��u�������}�����ԡ��C�����W���ԡ��u���P��ƽ�����ԡ�Ħ���������ԡ���������ԡ��������Ե�������r�������P, ����Ŀǰ���о��Mչ�]��ȫ��Ŀ��]�u����ձõ����C���ܣ�����u����ձõ����C���ܺ��yȡ��ͻ�����Mչ������,�о������u���;����|���Ե�ͨ�Üu���;������Cȫ�������Ч���Ͷ��W�ƅfͬ�����OӋ��Փ�c����, ���ڽ����u���;���������Փ, ���������H��r���������������ܵĜu����ձþ����ش�����x���I�rֵ��
5�����Y
�������ڟo�͜u����ձþ��Ѓ�Խ�����ܣ����S���ИI���õ��ˏV���đ��ã��������S���u݆���ӱá��ͺϷ��ӱú͵͜رõďV��ʹ�ã��˂��ڌ���һ�N���@Щ��ȫ�o�͵ĸ���ձ���ƥ��ğo��ǰ����ձã����o�͜u����ձ����÷����@һҪ��Ŀǰ���ȵĜu����ձõ���Փ�о��ͼӹ����켼�g߀�����죬��u���X�;����u���P�ļӹ����ȡ��u���P�ı���̎�����ܷ���ϵ��x��ȣ��@�ںܴ�̶���Ӱ��ˇ��ȮaƷ�����ܣ����ԼӴ�Ͷ����аl����տƼ������ߵ���Ҫ�΄ա�