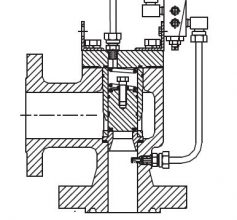
�\ՄO��Ȧ�o�ܷ���Һ��Ԫ���еČ��`����
����ԓ�ľ�O ��Ȧ��Һ��Ԫ��ʹ�Õr��Ҫע�����헣��鹤�̼��g�ˆT���OӋ�������o�ܷ�Y���ṩ�˿Ʌ������Y�ϡ�
�o�ܷ�ĸ���
�����߶�Һ��Ԫ����й©���}���������K�Ї�Һ���a�I�lչ�ĺܴ��ϵK�����_�l�߶�Һ��Ԫ�����^���У��҂�Ҳ�������@�����ֵĆ��}�� ͨ�^�M�����PС�M�ĸ������M���˲����̽���͌��`������һЩ�ĵú��w��������ҷ�����
����������Ҫ��B��й©��ԭ���������ȡ�Ĵ�ʩ��Ŀǰ��й©��Ҫ�ЃɷN��ʽ,һ�ǽ����й©,ָҺ�����ډ�����������£�ͨ�^�ܷ�����g϶�a����й©���@��Һ��Ԫ���Ҋ��й©;���ǝB©��ָҺ�����|�ڱ��揈����������£�ͨ�^ë���p϶�a��й©�����T���ĽM�����ɡ���ס�ɰ�۵Ȯa���ĝB©����й©���������w���M����Ⱦ�h��������Һ��Ԫ�������^�����OӋ������߶�Һ��Ԫ���У� Ҫ����ܷⲿλ������Ч���ܷ⃞�������o�ܷ�̎Ҫ�_���oй©��������й©�lչ�������ܷ�ϵ�yҪ�����ɿ���ʹ�É����L�����ҾS���㡣
1��Һ��Ԫ��й©��������ʩ
�����ܷⲿλ��ȫ���|�������DZ��C�ܷ����ܵ��P�I�� �κέh�����|�����C������ ���������ܷ�IJ��������a��й©�F��;��Ҫͨ�^���h���M�п��ƣ�����Һ��Ԫ�����w���ϵ��xȡ���ܷⲿλ���OӋ���������ȡ��ܷ�����xȡ���|�����b��ķ��������ء�
����1)Һ��Ԫ�����w���ϵ��xȡ
��������Һ��Ԫ���кܶ�Ě��w����Һ���á��R�_���y�Ě��w�Ͷ��w�ȣ��������ɫ�����T�������ϑ������^�ߵĿ����������ęCе���ܣ���һ���ď��ԣ���Ӳ�ȡ��л֏�׃�ε����������������ȸߣ�����׃��С����Ҫ���Ϟ�ҿ��T�F����ī�T�F���x�ûҿ��T�F���ϕrҪ���]�������ȡ��������ȡ����ԣ����x��HT250 ��HT300����ī�T�F��ҪҪ�������Ⱥ������ʣ� �ܸ��õ��m��Һ��ϵ�y�ě_�����r��һ���xȡQT450-10 ��QT500-7��
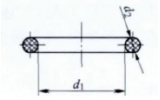
����Һ��Ԫ�����ܷ�ʧЧ�� �ںܶ���r��������Һ��Ԫ�����w�IJ��|��ɵġ���O ��Ȧƽ���o�ܷ�������B©�a���ĸ�Դ���g϶��ɵģ� Һ��Ԫ���Ě��w�ڸ߉���r���a��׃�Σ� �@��׃�Ε�ʹ���ܷⲿλ�a���g϶��O ��Ȧ�tͨ�^׃�Ώ��a���M���ܷ⣬�����g϶�^��r���͕����FO ��Ȧ��߅���p�ĵȬF���M�����ڃ��ܷ�ʧЧ���@�N�߉��µ�С׃�Ό��ܷ��Ӱ푲������׃���^��a���˿�Ҋ���g϶�������������M�Мy������Һ��Ԫ���đ���������g϶����0.02mm���O�a��й©(Ҋ�D1)�����L��ʹ�õ���r�£����w����������������Ȳ����ߏ��Բ�ڽ�׃�ĸ߉���Ҳ���a��������׃�Σ��@��������Y����������خa���g϶���g϶�^��͕����FO ��Ȧ��߅���p�ĵȬF���M���ܷ�ʧЧ��

(a)׃�β�λ�g϶�Ĝy��(b)׃�β�λ�����S�Y��
�D1 �����Y�����g϶�Ĝy��
����2)���ܷⲿλ���OӋ������
�����OӋ�ܷ�Y���r�� ����Ҫ�_��Һ��Ԫ��ʹ�õĹ��r�� �����ܷ����ܷ���o�ܷ�, �ܷ�λ�õĉ��������|���ضȵ�;���Ҫ�x�ú��m���ܷ���ʽ�������x�õ��ܷ�����ܷ�Y�����P�ijߴ硢�ξ��ȡ�����ֲڶȵȡ�����Q�o��˨��Ҏ�ֲ����Q�o���ض��г�ֿ��]����O ��Ȧƽ���o�ܷ������ �����ܷ�����g϶���Qй©����Ҫ��ʩ�� ����ܷ�ϵ�y����Y����ƽ��Ⱥʹֲڶȣ����Y�����g϶���������S�����ȡ�һ����100mm2 �ȵ�ƽ���Ҫ���0.01mm �ԃȣ� �ڼӹ��ĕr��M������һ���Լӹ�������a���ӵ����E(Ҋ�D2)���ӵ��۲��ôֲڶȃx�ǜy�������ġ��������������Ҫͨ�^����ȥ�����c��ë�̡�
�D2 �ӵ����E؞���Ϳ�
����O ��Ȧ�Ĝϲ��OӋҪ��ֿ��]���������P�˜ʣ�һ����Ӌ��ϲەr��O ��Ȧ�ĉ��s��ȡ10%~30%������Ϟ�75%��90%���ڽ�׃���}�_����r�£��ϲ۵ĵ���͂���ı���ֲڶȑ���Ra1.6 �ԃȣ��Խ����ܷ��ĥ�p�����ʹ�É�����
����3)O ��Ȧ���xȡ
����O ��Ȧ������������Һ���ܷ����ʽ�У� ʹ�����V���� ԓ�N���͵��ܷ���ܵ��D�����ðl������׃�Σ��c����|���ܷ������ܵ����|������ԓ�������ڱ��ܷ�Һ���͵ĉ���������ֹй©;O ��Ȧ���S����������׃�ΔD����Խ�Ķ��܌��F�ܷ⡣O ��Ȧ���������ԡ��͉��ԡ��͟��ͺ��ԡ���ĥ�ԡ��͵ĉ��s����׃���ʵ����c��
����O ��Ȧ�xȡһ�����Ҏ���ϡ�Ӳ�ȡ����s����׃���ʵȡ�O ��Ȧ��Ҏ������ϲ۵ijߴ�_����Ҫ��ֿ��]���s�ʺ�������������xȡһ�����ʹ�õĭh���ضȴ_�������õIJ��ϰ����������z�������z�ȣ��������z�ǏV��ʹ�õIJ��ϣ����кõ��͵V�����ԣ�ʹ�õĜضȷ�����-30��~120�档�����z���Ѓ�������ͺ��͟��ԣ�ʹ�õĜضȷ�����-15��~220�档Ӳ�ȵ��xȡ����O ��Ȧʹ�õĉ����_���Ͳ��ϵ�׃�δ_�������õ�Ӳ����HS70��HS90�� Ӳ�Ȟ�HS70 ��O ��Ȧ�����ډ�����30MPa �ԃȵĈ�����Ӳ�Ȟ�HS90 ��O ��Ȧ�����ډ�������30MPa �ĸ߉�������O ��Ȧ�ĵ͉��s������׃����Ҳ�DZ��C�ܷ���P�I����O ��Ȧ�IJ��ϡ�ʹ�Õr�g��ʹ�Üضȡ����������P��һ��ʹ�Õr�gԽ�L��ʹ�Üض�Խ�ߣ� ����Խ��Խ���׳��F���s������׃�Σ�O ��Ȧ�ĉ��s����׃�����Pϵ���ܷ��ʹ�É�����
������ͬ��O ��Ȧ�S�ҵĮaƷ�|���������^������Ҫ���F�ڲ��ϲӲ�Ȳ����������Բ���������׃�εȣ����ڱ��F��O ��Ȧ�ĔD߅�Ɠp���o���ԣ��L�ڱ��F���ڸߜء��߉���ʧȥ���ԡ�ĥ�p���ܷ�ʧЧ(Ҋ�D3)��O��Ȧ�aƷ�Ŀɿ��ԡ������Բ����ڶ��ڃ�����C�ģ��������ܷ����ԇ���У� Һ��Ԫ����I���M�˴����ĕr�g�ͽ��X���ܷ���M�����ܺ�ʹ�É�����C�� ��s����C�r�g����I��Ҫʹ���ܷ��ԇ��_�M��ȫ����C���Դ_���ܷ�ɿ���
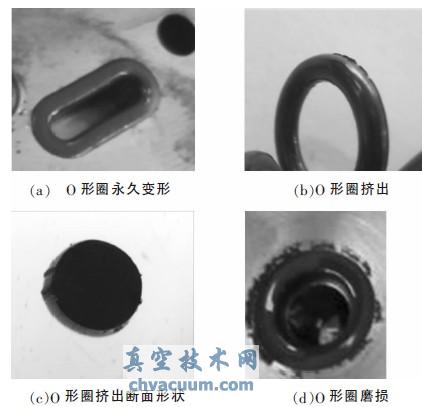
�D3 O ��ȦʧЧ����
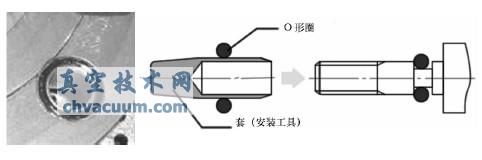
����4)���_�b�䷽��
�����oՓҺ���ܷ���ܷ�ϵ�y�OӋ�����Ӻ����� �ܷ���x�õ��������_�� ������õ��b�乤ˇ���b�䷽ʽ�����������_�� ���п��ܜp���ܷ�Ч����s���ܷ������;���b������ܷ����횱��C�oë�̡��o��Ⱦ�s��P�g��ȱ�ݣ�O ��Ȧ���摪����Ϳ��һ�ӱ��ĝ���֬����O ��Ȧ����׃���r�Ƅӣ��pСO ��Ȧ��ĥ�p�����O ��Ȧ��ʹ�É���(Ҋ�D4)�������ⲿλ���罛�^�ݼy̎�� ���ֹO ��Ȧ������ Ҫʹ�Ì��ù��b(Ҋ�D
����5)����ʹ�ܷⲿλ�������Q�o��˨Ҫʹ�ú��m�����أ� �����ּ��Q�o��Һ��Ԫ�����нY����ğo���b�䣬�ڌ��`������Ҳ�Ƿdz���Ҫ�ģ�����ڽY��������һ����Һ���͛]���M����ϴ��ֱ���b�䣬 Һ��Ԫ���ڹ����Мض����ߣ�������������Һ���͵������ԣ����ϵ�Һ���;͕��B���� �����w��Һ����Ҳ��������еĔUչ�ԣ��^�m����B©��
�D4 O��Ȧ̎Ϳ����֬ �D5 O��Ȧ�ݼy̎���b��
2���ܷ⼼�g�İlչ
�����S������I�İlչ�� ��Ŀǰ���̙Cе��Һ��ϵ�y���v��Һ����������ߵĉ����lչ���@��Һ��Ԫ�����OӋ����������O ��Ȧ���ܷ������˸��ߵ�Ҫ�����ȸ������r�M�пɿ��Կ��w�OӋ�����P��Ҫ�ģ������Y�����OӋ�����w���ϵ��xȡ���ܷ�����xȡ���@���Ժܺõر��C�ܷ�Ŀɿ��ԡ�O ��Ȧ�ܷ����Ҫ����Ӳ�ȸ��ߡ��g�Ը��õIJ��ϣ��ԝM���߉����͛_����Ҫ���µ��ܷ���ʽҲ������ϵ�y�ĸ߉��lչ���lչ���緽��Ȧ���طN����Ȧ���O ��Ȧ�� ����Ȧ�и��ߵ��͉��ԡ��͵ĉ��s����׃���ʡ������Ե����c��߀����ͨ�^����Ȧ��O ��Ȧ�Y���M�з�ֹO ��Ȧ�D���F���M����ֹ�B©��Һ��Ԫ���߉����İlչ��Ҫ�����о��ܷ�����ܷ�C���� �@��ҪҺ��Ԫ����I���ܷ����I�M������������Ϲ��P��������õĽ�Q������Һ��Ԫ����I���ܷ����I�����І�λͨ�^�f���ȶ�N��ʽ�M�м��g������ �ӏ�����I�g��ʹ�óɹ�����Ľ���������b����ͬ��߱��ܼӿ��Ї�Һ���ܷ⼼�g�Ŀ��ٰlչ��