���|�V�z©�x��©ԭ�����䑪��
������B�����|�V�z©�x��©��ԭ��,ͨ�^��������ʡ��3�_�C�M���ϵ�y���|�V�z©�x��©����r����ՠ�r�ĸ���,ָ�������݆�C���,����ߙC�M�\�н����Ժͳ���,���F���ܽ��ĵ���Ч�ֶΡ�
1�����|�V�z©�x��©ԭ��
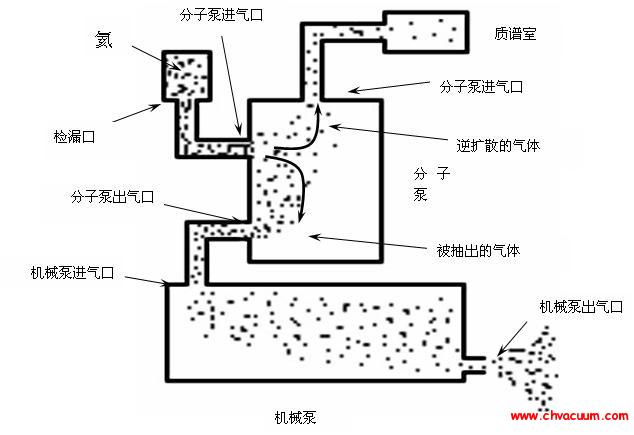
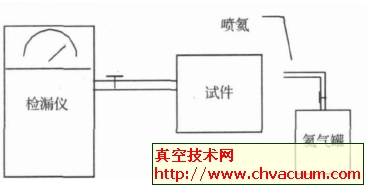
�������|�V�z©��һ�N���ȺܸߵIJ�ͣ�C��©����,�����`���ȸߡ����ɔ_������Ⱦ�h��(��ǰ���u�ؙz©��Ⱦ�h��) ����Σ����ȫ���a(��ǰ�ĠT�ⷨ���m���ښ���l늙C)�ȃ��c�����ձ���HEL IOT- 303AS���|�V��©�x�M�����ϵ�y��©����,���B�ӈDҊ�D1��
�D1�����ϵ�y��©�B�ӈD
���������\�Еr,�՚⽛�^©�c����������������ձ����,������⡣ԇ�r����ձ���ڵĿ՚���Ͻ�һ��ܛ�������|�V�z©�x,�����ϵ�y��©�c̎������,���ں��|�V�z©�x�����r���γɱ�ˮ�hʽ��ձ����ߵ����,���,©����ձ���ڹ��Ϻ����c�՚�Ļ��Ԫ�w,��һ���ֱ����뵽���|�V�z©�x,���ں������|���c���������|����һ��,ͨ�^�ň��a����ƫ�D������һ��,�x�����OӋ��һ�M�p,����ʹ������ͨ�^���������ӟo��ͨ�^,�@��,ͨ�^�M�p��ĺ����Ӵ����ռ�����,ͨ�^�а�Ӌ��,����֪��ͨ�^�ķ��Ӕ�й©����������С��
2����©������Ч�����
2.1���߉늏S3̖��݆�C300MW���ϵ�y��©
�����߉늏S3̖��݆�C�M���Ϻ���݆�C�S�����N300216.7/538/538 ����݆�C,���������Ϻ��վ�o�C�S����, 2�_��ձ�������hˮ�ÏS���a��ˮ�hʽ�Cе��ձá�3̖�C�M��1997��2���״β��W�l�, 5�����168 h�Mؓ��ԇ�\,���ڙC�M���ϵ�y����,Ͷ�a��C�M��ՠ�r����,���OӋѭ�hˮ�ؕr, 2�_��ձ��\��,��ՃH94 kPa,�����ض��_40��,����_��ձ��\��,��ս��ͼs2 kPa,�������ϵ�y�������@й©��
����1997��11��3���_ʼ,���C�M���ϵ�yй©��r�M�Йz��,�ƶ�й©�z����Ρ�1997��11��4��5��,���ú��|�V�z©�x���z����109̎����©�c,�l�F��19̎�挍©�c,���©�c��Ҫ�ǙC�M3̖��̎(���{��)�^��,©���_��10-6 Pa·m3 / s,���ȏ�12 mm�ăx����©�ʼs��10-7 Pa·m3/s,���,й©�c��С���^<38 mm��12�³�,�C�MС�ޕr�����ϵ�y��ˮ��©,�C���˺��|�V��©��λ�á���ˮλ���������������·��r,�������{�˽��iб�漴����ðˮ,�z��l�F, 3̖�S���ݸC�ײ���һ��<57�����۹�,����λ�êMխ,ԓ���������{��б���i�����������ُĠt��б���i����,Ȼ��������,�����{��б���iƽ���c���۹ܺ���̎���p�_��,�Ķ����C�M�\�Еr��Շ����Բ���,Ӱ푙C�M����_2 kPa��С���Ќ�ԓ�c���p̎����,�C�M�����r������,̎��ǰ��C�M�����r����Ҋ��1��
��1���߉3̖�C�M��ՠ�r���ƌ��ձ�
������1���������C�M��ՠ�r���@����,��Շ����Դ�����,��©ǰ���ϸ�,��©̎����й©�ʜpС��0. 26 kPa·min- 1 ,�_������ˮƽ;�������˲���,��9�潵��5��,����й©�՚����p��,�������~�܂���ğ���pС,�˲��,�C�M������;��ͬؓ����r��,�C�M�����s3. 9 kPa,�۳�ѭ�hˮ���ˮ�ص�Ӱ�2. 1 kPa,�C�M�����s1. 8 kPa,�@�c�\���ˆTӛ�ͣ�\1�_��ձ���ս���2 kPa�Ǻϡ�
2.2���差늏S4̖��݆�C���ϵ�y��©
�����差늏S4̖��݆�C�M���ɖ|����݆�C�S���a��300MW���R��C�M, 1999 ��8 ��19 �ղ��W�\�С����r��Շ�����ԇ�Y����1 080 Pa /min,���400 Pa /min�ĺϸ�˜ʡ�
����2000��4��3����4��14�Ռ�ԓ�C���ϵ�y�����з��m�з��桢���p���y�T�y�U�������ŷ��T����С�C�S�⡢������������100������λ�M���˺��|�V�z©,�����l�F��©�c�M���˶�©̎����4��15���ٴ��M����Շ�����ԇ�,ԇ���ȫͣ��ձ�,ԇ�ؓ��283MW,ȡDCS��ձ��x��Ӌ,����½��ʞ�117 Pa /min;ȡDEH��ձ��x��Ӌ,����½��ʞ�157 Pa /min,��Շ�����ԇ�Y���_��С��270Pa /min�����ؘʡ���©��©̎������ͬؓ�ɗl���C�M�����93 kPa��ߵ�94 kPa��
����2008��4��,�C�M��Շ������ٴ�׃��,�z����100��̎����©�c,�l�F34̎©�c,���©�c��͉����S��(©�ʞ�3. 44 ×10 -5 Pa·m3/s, <10�x�����y�T�_����Ȧ©�ʞ�1. 5 ×10- 6 Pa·m3/s) ������
����2008��4��14����,���C��©�c��λ���z��©Ч��,늏S�z���M���R�r�Զ�©����:���������ܷ�֬��©�c��λ�M�з��,����һ���S��������ϰ�Ȧ,��������s0. 2��0.3kPa,�S��,���S��������°�Ȧ���S��̎�����з����M�ж�©,���������0. 3 kPa (����Ҋ��2) �������ȶ�©��Ч������,���M�Ѓɂȶ�©,���Ҳ�������s1 kPa��
��2���差4̖�C�M��ՠ�r���ƌ��ձ�
2.3��ɳ��늏S9̖��݆�C���ϵ�y��©
����ɳ��늏S9̖��݆�C�M�ǹ����I��݆�C�S�����C5528. 83 /0. 98�ͳ�������ʽ��݆�C,��2�_��ˮ�����,�~�����r�C�M�OӋ������4.5 kPa��ԓ�C�M��1998��Ͷ�a�ĸ���C�M, 2001��4 �·ݙC�M���ޡ�����ǰ�C�M��ՠ�r����, 2001��3��6����55MWؓ���\��,��ՃH90 kPa (DAS����) ,�����ض��_51�� (DAS����) ����Շ�����ԇ�H���m2 min,�����������91. 80 kPa����84. 95 kPa(DAS����) ,ȡ2 min����Ӌ��,���ϵ�y�����Ԟ�3.4 kPa /min,����^0.4 kPa /min�ĺϸ�˜�,�������ϵ�y�������@й©, 2001 ��4 �·ݙC�M����,�����_�C�r,�C�M��ՃH���_��62 kPa,�o�����ӡ�5��18������, 9̖�C�M�ٴγ�����M���\�в�©���̶��˳�����\��, 8min���������62kPa�㲻������,��݆�C�o�����ӡ�늏S�z���ˆT��ӳ,�������g�Ҹĕr��,�߉�ǰ�S�����c����֮�g��һ��ֱ�ĈA�h�η�匢������������Ȧ��˨�B��һ��,�����°�Ȧ��˨�c�������B��һ��,��ǰ�S����(1̖�S����)��ס,�o����ж,������Sͬ��,�z���ˆT����ֱ�ĈA�h�η���ˮƽ�з���̎������ɰ�,�и�ڵČ��Ƞt�Ȟ�5��8 mm,늂ȵČ��Ȟ�5 mm,�L�ȼs��200 mm (�A�h�η��ď���ߴ�) ,����δ���֏�̎�������,�����״Ά�����ղ��ֱ��ԭ���ǙC�Mǰ�S���h�η��z���и�ڵ�й©��
�����ҵ�ԭ���,��݆�C����պ�ԓ̎�M�л��淨�z��,���C�Ļ��汻�L�L�������и��̎,����ԓ̎�������@й©���Ɖ���պ�,��ԓ̎�M�ЃȲ���¼��ⲿ�и�ڷ⺸�����³����,������ֵ�_��85 kPa,��̎��ǰ���23 kPa��й©�C������:�߉�ǰ�S��6�n����,��5�n©��������5�n©��Ĵ������׃Ȕ��քe�Ǣ�����,ȥ��քe��: ��n�S�����(��)���S��,��n�S����ij�������, ��n�S��©�����6���(�~������0.04Mpa ( a) ) , ���n�S��©�����5���(�~������0.2MPa (a)) , ���n�S��©�����2���(�~������2.5MPa (a) ) ���C�M�~��ؓ���\�Еr, 6���ؓ����B( -60 kPa) ,�߉�ǰ�S���ܷⲻ��,����еĿ՚��S��©��,���S���n���Bͨ���M��6�γ���,���͉���1̖�ͼӏĶ��M��������,Ӱ푙C�M��ա�ؓ�ɵ���40% ��50%�~��ؓ�ɕr,5�γ���Ҳ�_ʼ׃��ؓ��,��݆�C���������A��2�γ���Ҳ����׃��ؓ��,�@Щ��λ�ɞ��ؓ���A�εĿ՚�©�c,�ǙC�Mؓ��������շ���������ԭ��
������������݆�C���ӛ_�Dǰ����յĕr��,������݆�C�]���M��,�߉����׃���ؓ����B,�՚��ֱ����ǰ�S�⡢ǰ�S�����c�߉����g���g϶©�����׃�,��ǰ�S���h�η���и�ڵij������̎����,��ձ�̎��ǰ���23 kPa��
����Ӱ푙C�M�\����յ����©�c�ǙC�Mǰ�����S��̎��5��19����21��,�\�ú��|�V�z©�x�����ϵ�y�F���M���ˌ��ؙz�顣���ڴ������g�M���˹�ˮ��©,��˺��|�V��©���c���ˮ��©�鲻���ĵط�(�������������ϵ���݆�C���w��λ) ,���z����76̎����©�c,�l�F��4̎�挍©�c�����©�c��Ҫ�ǙC�Mǰ�����S��̎,©���_��2 ×10- 6 Pa·m3/s��1.5 ×10-5 Pa·m3/s�����к��S��й©�����ɲ���,�����S��5 ×10-6 Pa·m3/s,���S�����c�͉������B�Ĵ�ֱ���m���g϶6.2×10-6 Pa·m3/s����©�c�M��̎����C�M����ջ֏�������
2.4�������
����Ч�����Ҋ��3��
��3�������
3���YՓ
����ͨ�^�ڶ���늏S��ʩ���|�V��©,�l�F��Ӱ���յĴ�©�c��ͨ�^����©�c,��Ч�������݆�C�M���,���ܽ��Ĝp��Ч���@�������,���|�V�z©ֵ�ô����ƏV�͌�ʩ��