�Zʳ��ո���}�ęz©��������
��Ղ}�z©��һ������: ���M�п�©�ʵĜy������, ����©�ʳ������Sֵ��, �t�M��©�Ķ�λ������ͨ�������������ᵽ�Ľ������y��ϵ�y�Ŀ�©��,Ȼ������3.1 �ᵽ�ĸ��N�����M��©���Ķ�λ������
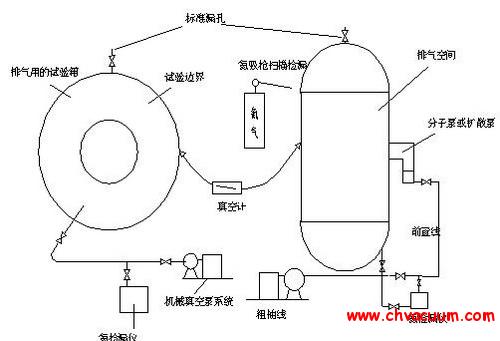
������ՙz©����
������ՙz©����Ҋ��1
��ՙz©ע�����
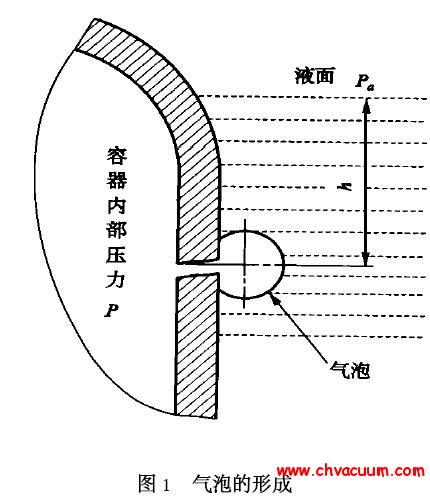
(1) �M�Йz©�r���˿��]���z�y���ı���©��,߀Ҫ���]�ĿՉ��C����ձõ����z����֮�g�����B��̎��©�⡣
(2) �ڙz©�rע�����Һϡ���î���̫ϡ���������Ӻ͵�������`�z, ̫�������Ȳ�����©�z���һ���Ě��wҲ�����γ���ĭ������`�z��
(3) ���b�����Ȍ��ܷ�Ȧ���D���ܷ�̎�M�Йz©, ����������w����ԇ�, �y����©�����Ƿ�M��Ҫ��
(4) ����O���\�м��S�ޕr, �Еr��Ҫ���_���m���߸��Q�㲿��, ���b��Ҫ�M��“���d”��B���o�B����ԇ�, ʹ�����Ҫ��
(5) �������b����E�M�Йz©���Зl���r��ÿ�b��һ��������, �㌦ԓ�������B��̎�M�Йz©, �z©�ϸ���ٰ��b��һ��������
�Y���Z
��ո���}��©������؞�����OӋ�����ϡ��ӹ����\ݔ���M�b�ĸ����h��, ÿ���h������ԓ������P�����繤ˇ�OӋҪ����, Ҫ�����Ժ�z©, ͨ��ֻ���S������һ���к��p, ��ӏ����p�ď��ȕr, �����һ�Ȳ����B�m��, �ڷ����һ�Ȳ��Ô��m��; �������M؛���ϱ����|���І��}, �ܷ�t�o��Մ��; ����Cе�ӹ���Ĺ���һ�㲻��Ҫ�z©, �����ڹܲĽ���������ܳ��F�Ѽy, �����Ҫ��������λ�M�Йz©; ����\ݔ���M�b��, ߀Ҫ�M�п��d�z©�ȡ���֮, �z©ֻ�����a�ȵ�����, ���|������ո���}��ԓ���������о���ɵġ�