��ոБ��tұ��������䓵����������ƹ�ˇ
��������ոБ��t��ұ����̼��������������䓣������������Ŀ�����һ���y�c�������OӋ�ķN��ͬ��ұ���������о������FƤ�ļ��������t����նȡ��Ͻ��������Լ��t�ȱ��o���w�N����،��Һ����������Ӱ푡��Y������������նȞ�0.1 MPa �r���t�Ț�՞�5000 Pa �����96000 Pa ���Ļ�Ϛ��w������240 g �����FƤ��ͬ�rʯī̼�ںϽ�ĩ�ڼ��룬��V�п��������_��250 ppm���յ����_��34.7%�����ͨ�^�������ƺϽY������ˮ���ؕr�g����V�Ȳ��|�����ã��o�s�����ɡ�
������̼��ϵ�����������������������ΑB������ҪӰ푣��Ķ�Ӱ�䓵��������ܡ���������������_200 ppm �γɢ�������@�N��͊A�s���@������������ܣ��������������(40~100)ppm �r�γɢ�����������������С��40 ppm �r�γɢ�������@���MnS �A�s����������ӹ����ܲ�����Ŀǰ���������ܵ����������̎�ڌ�����_�l�A�Σ��鹝�s���ɱ������аl�ˆT������С����ոБ��t�M����䓷Nұ�����S֮������һ���y�c��������������Ŀ��ơ�����̼�������a��鲻�����Һ��CO ���w������տ����@�������̼��Ó��������ұ�����g����������Ț��w�ķ։��ܵͣ��ܽ����Һ�еĚ��w�����Һ�ݳ���������t���ȥ�������Ռ��Һ����������������к��ģ��������ʵ͡�
�������Č���ոБ��tұ��������䓵����������ƹ�ˇ�M�����о���ͨ�^���M�������������o���w�N��{���Ͻ������Ͻ��ںؕr�g�Ŀ��Ƶȷ������ڱ��C��V�Ȳ��|����ͬ�r�����F������������ľ��_���ƣ�������������䓵Č�����о��ṩ�˼��g�͌����A��
1��ұ���O�估����
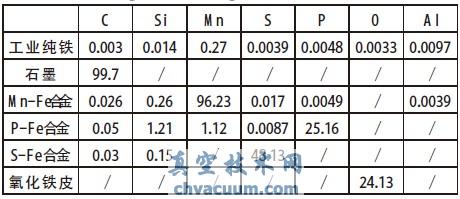
������ոБ�ұ�������80 kg ��ոБ��t���M�У��۟������|�������X���D1 ��ʾ����Ҫ��ˇ���̣��������b�Ϸ��b�ϣ������^������P����ɵ�̎���Ĺ��I���F����t�ȣ���������ۻ�������նȞ�30 Pa �¾���10 min�������Y������һ����≺�ı��o���w�����պϽ�������Ҫ�����Ͻ𣬴��Ͻ�ȫ���ۻ�������7 min~8 min���䓡�ÿ����һ�N�Ͻ���ò�������ȡ�ӷ����^�̘ӵĻ��W�ɷ֣���������V�Ļ��W�ɷ֣���ͨ�Ͻ�Ԫ�ط�������ֱ�x���V�x��������Ԫ�صĜy���քe���������x��̼��x���������ԭ���Ϟ鹤�I���F��ʯī��Mn-Fe �Ͻ�P-Fe �Ͻ�S-Fe�Ͻ������FƤ�����W�ɷ����1 ��ʾ��ԭ���ϵĻ��W�ɷ���ͨ�^���W���������y���ġ�
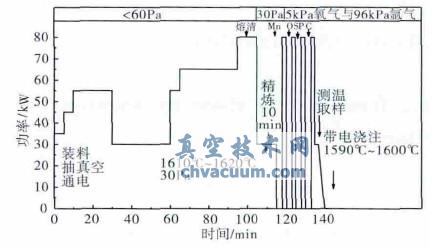
�D1 ���������ոБ��tұ����ˇ
��1 �������ұ������ԭ���ϻ��W�ɷ�(wt.%)
4���Y�Z
��������ոБ��tұ����������������䓣���������Һ�����ĺ��������Բ�ȡ���´�ʩ��
����(1)�m������������FƤ�ļ�������������������FƤ����K��������240 g��
����(2) ̼�ںϽ�ĩ�ڼ��룬����ͬ�r���C��O ���յ��ʣ�
����(3) ��t�ȳ���0.1 MPa �ı��o���w���ڱ��o���w�л���һ���������⣻
����(4) ���Ͻ��ۻ�������8 min ��䓡����ؕr�gҪ�m�ˣ����ؕr�g�^�L����V��O �����ò������C�����ؕr�g�^�̵�Ԓ����V�Ȳ����кܶ���ף�Ӱ���V��ʹ��Ҫ��