��������ƚ���ˇ���о��c�����W(xu��)����
��������Ó���v���ǰ����ӹ��ļ��g(sh��)�y�}�����Ľ�B�˰�����������ƚ��ęC(j��)�����о��F(xi��n)�����(j��)�����Ďγߴ�����텢��(sh��)����ANSYS ܛ�������˰���������Ԫ����ģ�͡��քe��ANSYS ģ�M���ڼӟ��^���еĝ�Ȉ��͜ضȈ��ķֲ����Լ��������a(ch��n)���đ�(y��ng)���͑�(y��ng)׃�M(j��n)���˷��������ضȈ�����Ȉ��͉�����Ҳ�M(j��n)������Ϸ������ҳ������(y��ng)���͑�(y��ng)׃�a(ch��n)����λ�á�ͬ�r����Ӱ푰�������ƚ����Ե������M(j��n)����ģ�M�о���ģ�M�Y(ji��)�������������Ĵ�С���Π����ƚ���Ӱ��@������ռ��g(sh��)�W(w��ng)(http://shengya888.com/)�J(r��n)���ƚ����S��նȵĽ��Ͷ������(y��n)�Cģ�M�Y(ji��)���͌�(sh��)�(y��n)�Y(ji��)��������������ģ�;��п����ԡ�
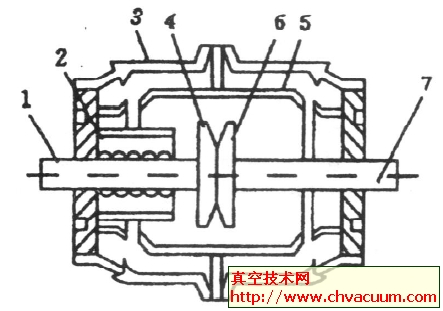
1����������ƚ��C(j��)��
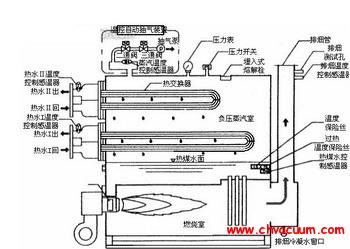
������շ�Ó����ԭ��������l���£�ʹ�����ஔ(d��ng)ˮ�ֵ����������ӟᵽһ���ضȲ��@��������ն�������ձõij��������£���ضȵ�����ʹ�⚤��ˮ�ֲ�������l(f��)�����Ƴ������g�Ժ͏�(qi��ng)�Ƚ��ͣ����Դ�����ӡ����������ʹ���≺�����ͣ�����(n��i)��������̎���^�߉�����B(t��i); ���⚤���ӟ����a(ch��n)����(y��ng)���l(f��)����(y��ng)׃��ͬ�r������Ҳ�����ӟᲢʹ���(n��i)����ˮ��������������ʧˮ���տs��ʹ���c��(n��i)Ƥ���⚤���з��x���������ڹ��ʵ�ˮ��������o�����⚤��(n��i)�ݳ���ʹ����(n��i)�ĉ����M(j��n)һ�����ߣ��_(d��)��һ����(sh��)ֵ�r���͕�ʹ�⚤�̓�(n��i)Ƥ���ѣ���(sh��)�F(xi��n)������Ó����
2����������ƚ����ط�������ˇ��(y��u)��
����2.1��ԇ�(y��n)����
����(1) �u�r(ji��)ָ��(bi��o)
�������_�ʸߡ�ʧˮ�ʵ͡��컯�F(xi��n)���ڡ�
����(2) ��(sh��)�(y��n)?z��i)��?/p>
����ͨ�^���ԇ�(y��n)���Լ�����(sh��)�(y��n)��(sh��)��(j��)�ķ������@���cԓ��ձ�����ˇϢϢ���P(gu��n)��Ӱ������Լ���Ӱ�څ�ݣ���K�O(sh��)����������a(ch��n)��ˇ����(sh��)��
����(3) ������ձ�����(sh��)�(y��n)�IJ��E
����ԭ��→�����s�|(zh��)→�Q��→���L(f��ng)ѭ�h(hu��n)�A(y��)��→ˮ��ӟ�→�������������→�����→�ƿ�→ȡ������→�Q��→���ʷ��_
����2.2��������ձ������ط���
����(1) �����ضȵ�Ӱ�
�����S�������ضȵ���u�����������ı�����Ҳ��u��������ͬ�r������ʧˮ��Ҳ��u������
����(2) �����r�g��Ӱ�
������һ���ı����ض��£������r�gԽ�L�������ʲ�����ߣ�ͬ�rʧˮ��Ҳ����������������ˮ�ցGʧ�����ӡ����_(d��)��ij�������r�g�����ʕ��½�������ÿ�������ض��£������ʶ�����һ�����c(di��n)��
����(3) �A(y��)��ضȵ�Ӱ�
�����A(y��)��ضȌ������ı��������@��Ӱ푣����wڅ�����S���A(y��)��ضȵ����ߣ���ͬ�ȗl���°����ı����ʲ���������ͬ�rʧˮ��Ҳ����u���ߡ����Dz����A(y��)��ض�Խ��Խ�ã��ܿ����_(d��)��ij���A(y��)��ضȕr��ͬ�ӕ���(d��o)�±������½���
����(4) �A(y��)��r�g��Ӱ�
������һ�����A(y��)��ض��£��S���A(y��)��r�g�����L�������ı����ʳ�����څ�ݣ����������@����(d��ng)�_(d��)������A(y��)��r�g���^�m(x��)�ӟᣬ�����ı�����׃�������@������ʧˮ�ʅs���f��������������(j��)��������ԭ���������ܟ�r�gԽ�L��ʧˮ��Խ��(y��n)�ء������Ҏ(gu��)������ڸ�����|(zh��)�ضȵ����ߣ����������֕r����M���Y(ji��)��(g��u)�տs�����Լ������������ٽ�(j��ng)������Õr��������(n��i)���a(ch��n)���������������_(d��)���������܉����ĘO��ֵ�������ӱ����C(j��)�ʣ����ǰ����ܟ�r�g�^�L����(d��o)�������Ě�����Խ��ͣ��Ķ�����������ձ����ʮa(ch��n)��ؓ(f��)��Ӱ푡����⣬�^�L�ļӟ�r�gҲ����(d��o)�����ʵ�Ʒ�|(zh��)�ӻ��������mȻ������(j��ng)�^�A(y��)��̎����_��(sh��)���ںܴ�̶�����߱����ʣ����Ҝp���˳���յĕr�g��ͬ�r�p���˹�ˇ�r�g�����Dz����ܟo���ڵļ��L�A(y��)��r�g����?y��n)�ÿһ���A(y��)��ضȶ���������(y��ng)������A(y��)��r�g��
����ͬ�r���A(y��)��ضȺ��A(y��)��r�g��һ����Ƽs�����أ��A(y��)��ض�Խ�ߣ���������A(y��)��r�gҲ��Խ�̡�
����2.3����ձ����(y��u)������(sh��)
����ͨ�^������(sh��)�(y��n)����ˇ����(sh��)�M(j��n)�Ѓ�(y��u)�����_�����(y��u)����(sh��)���������A(y��)��ض�80�桢�A(y��)��r�g20 min�������ض�75�桢�����r�g1. 5 h�����(y��u)����(sh��)���������£������ı��_�ʞ�90.9%��ʧˮ�ʞ�6%����(sh��)�(y��n)�C��������ձ������g(sh��)���Գɹ�������Ó��ȥ�¡�
3���������W(xu��)ģ�͵Ľ���������Ԫģ�M
����������Ԫ������������ƚ��M(j��n)�����������r���漰�����Ի������ء����ȱ�횽��������Ď�ģ�ͣ�Ȼ��W(w��ng)�֣��������������
����3.1���������������Լ�ʧЧ��ʽ
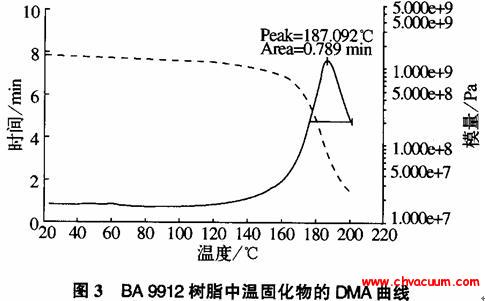
���������ď���ģ������(j��ng)ԇ�(y��n)�y�������������ͬ�Ծ����Բ��ϣ�����ģ����102 MPa ���ɱȞ�0.30��������Ҫ���w�S�Ͱ��w�S�M�ɣ��w�S�غͰ��w�S����������������ֱ���Ɖ�֮ǰ����׃�κ�С�����Կ��ɴ��Բ��ϣ�ʧЧ��ʽͨ���Ǵ��Ԕ��ѡ����õ�һ��(qi��ng)����Փ( ���������Փ) ����ʧЧ��(zh��n)�t�����oՓʲô��(y��ng)����B(t��i)��ֻҪ�������σ1�_(d��)��σb�͌�(d��o)���ѣ����ǵõ����ќ�(zh��n)�t
����3.2������ģ�ͽ����c�W(w��ng)��
��������(j��)���������c(di��n)����?y��n)�����������棬���x���Ԫ��͕r���ѹ����Ć�Ԫ����x��20 ��(ji��)�c(di��n)�Ķ�����������S�����wSOLID��
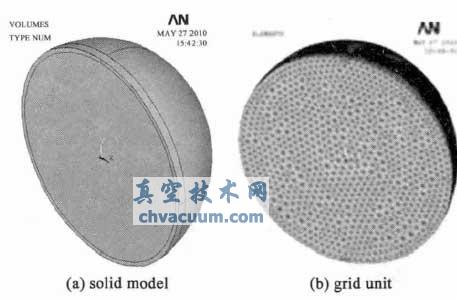
�D1 �������Č�(sh��)�wģ�ͺ;W(w��ng)��
4�����Y(ji��)
�������Ľ����˰�������ƚ��^�̵�����Ԫģ�M������ƚ��^���а����ĺ�ˮ�ʷֲ��ʵ������Ĵ�Ȼ����픺͵���߅���f�p����(y��ng)���͑�(y��ng)׃��׃��څ�ݞ����߅�����Ȼ����픺͵��������f�p���ᑪ(y��ng)����С���ҳ��m(x��)�r�g�̡ܶ���(y��ng)���͉��(y��ng)���h(yu��n)�h(yu��n)���ڟᑪ(y��ng)������(y��ng)���ǰ����ƚ�����Ҫ���أ���1 h �����_(d��)����ֵ�����(y��ng)����Ҫ�����ں��ڡ���������Ĵ�С����ն�Ҳ��Ӱ푰����ƚ�����Ҫ���ء�ģ�M�Y(ji��)���c��(sh��)�(y��n)�Y(ji��)�����^�Ǻϡ�