�Ⱦ۹�Ĥʽȫ�������̫ꖼ���ܺ濾�Śˇ�о�
�������Ⱦ۹�Ĥʽȫ�������̫ꖼ�����M����9 �M�濾�Ś⌍ͨ�^���ȸ��M������ں濾�Ś��^���е��Ś����������ߜغ濾) ) ) �����ϻ��������õ�����濾�Ś���ѹ�ˇ������9 �M����У�450 �� / 50 min��450�� / 40 min��450 �� /30 min ��400�� / 50 min �Ă���ˇ�����ļ�������Ʒ�|���࣬���������傀��ˇ���Ώļ�������Ʒ�|�Ƕȿ���450 �� / 50min �濾�Śˇ��ã�������Ʒ�|�������ɱ��ɷ��濼�]��400�� / 50 min ���^�õĹ�ˇ������
�����Ⱦ۹�Ĥʽȫ�������̫ꖼ����( ���º��Q�۹��) ��һ�N���͵ļ���ܣ����c��ͨ��ռ���ܵ���Ҫ�^�e�ǣ���ȹ��c���ƫ���O�ã���܃ȱ����һ����з���Ĥ�ӣ����ڌ�������܃ȵIJ���̫ꖹ�ۼ����ȹ�����������Ĥ���ϣ�����ˆ�λ��e�ϵ�����⏊�ȣ������˼���ܵĵß������۹�����ֱ����5 84 mm����ȱ���e���⏽��5 58 mm ��ͨ��չ�������45.5%�����������w����������45.5%���۹����ܵķ���Ĥ����һ���XĤ�����c���w�ĽY����(���W��������������) �s�鲣���c���w�Y����( ���������������W����) ��10 �������������w�ķN������h�h������ͨ��չܣ��۹�܃ȹ�ֱ����537 mm���M�����������e����ͨ��չܜp����27% �����۹�܃���܊A�ӿ��g�h�h������ͨ��չܣ����w�ϣ��۹�ܺ濾�Ś��y�ȱ���ͨ��չ������Ӵ���ˣ��б�Ҫ����ͨ��չܺ濾�Śˇ�Ļ��A�ϣ����۹�ܺ濾�Śˇ�M�����뼚�µ��о���
1������
����1.1���۹�ܺ濾�Ś⌍�
�����۹�ܺ濾�Ś⌍����ڻ�����˾ȼ��ѭ�hʽ�濾�Ś⾀���M�С����Ś⾀����15 �����䣬�������ضΡ���ضκͽ��ضΣ���������Ȼ��ȼ��������Դ��ͨ�^ÿ�������ϲ��Ĺ��L�C���՚��M�Џ���ѭ�h���Ա��ֺ���ȜضȈ������Ś⾀���Ś��_܇16 �v��ÿ�v�_܇���b32 ֧84 mm × 2100 mm �۹�ܣ��_܇��ͨ�^���x���ٞ�1200 L/ s ��TYFB-1200���ͺϷ��ӱ������գ��Ś��^���еĚ≺���ð��b�ڸ��y̎��ZJ-10�������xҎ�ܺ�ZDF-5227B ���ͺ����Ӌ�y����
����������ڬF����ͨ����ܺ濾�Śˇ�����Ļ��A�ϣ���2# �_܇�錍��_܇�����Ã�������ˮƽL9(32) ���������քe�ں濾�ض�450��400 ��350 �� ���濾�r�g50,40 ��30min ��ˮƽ�£�ԇ����9�M��ͬ�濾�Śˇ�ľ۹�ܣ���Ӌ����ÿ�M�۹�ܵ�ƽ���Ś�����
����1.2���۹�ܸߜ��ϻ����
����������Cԇ�Ƶľ۹�����Ʒ�|���茦���M�иߜغ濾-�����ϻ����( ���Q�ߜ��ϻ����) ,ԓ���ͨ�^늼ӟ�M�����۹�ܼӟ���350 �� ��������һ���r�g���Կ�������ՊA�ӵķŚ����ܡ�
�����������õ������b����늼ӟ�M�����ؿ�ģ�K�����ʲɼ�ģ�K�M�ɡ����r�����ӟ�M������۹�܃ȣ��K������ھ۹�܃ȹ��������в������ڜy����濾�ضȡ��۹�ܹܿ�̎�b�б���ñ���Խ�����˲���p���XĤ��ض�����һ�K���y�����y���cλ�ھ۹������XĤ����в����Ϸ����w���،ӣ��Ԝp�ٜy���c̎�ğ�p���b�ÿؾ�����ؓ 1 �� ,���мӟṦ�ʺ͜ض��ԄӲɼ���ӛ䛹��ܡ�
����������g��ƽ���h���ضȞ�23 ��ؓ 2 �� �����ڛ]���Lֱ���۹�ܵĠ�r���M�С��������˚v��920 h �ߜ��ϻ���ľ۹�����℩�R���S���L����ʧ�ʡ��ߜ��ϻ��^���еğ����p�ĺ��XĤ�ض�����ָ�ˡ�
�����۹�����℩�R���S���L����ָ�ľ۹�ܷ��x�˲�����ֱ��15 mm ̎�����℩�R��߅���ľ��x�����Ĝy���˾۹�������c( �քe���XĤ�ɂ�߅��̎���c�����c�B�������c) ���℩�R���S���L��,ȡƽ����õ����R����S���L��ֵ��
2�����Y���cӑՓ
2.1���ضȺ͚≺��������
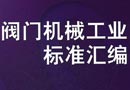
�����۹�ܺ濾�Ś��^���У�Ӌ��C�ɼ���ÿ�M�۹�ܵĜضȺ͚≺�������õ�9 �M�۹�ܜضȼ��≺�S�濾�r�g��׃��������ÿ�M�ضȺ͚≺�����Π�dz����ơ��D1 �����й�ˇ��450 �� / 50min ԇ�Ƶľ۹�ܜض��c�≺�S�r�g��׃���������ĈD1 �ɿ������ض������У��Ś⾀�ϡ��С������c�ض�Tu��Tm��T d ���С��10 �� ���f����ضȈ��ஔ���ɱ��C�۹�ܺ濾�Ś�ľ����ԣ��≺�����֞��ĶΡ�AB �Ξ��M�Ś⾀����ǰ�۹�܊A�������x���w�ų��r�Ě≺������BC �Ξ����ضΚ≺������CD �Ξ��ضΚ≺������DE�Ξ齵�ضΚ≺�������۹����AB �Ξ鳣�أ���Ś����ʽӽ��㣬�ʹ܊A�Ӄȉ��������½����OСֵB �c����BC �Σ��۹�ܷŚ����ʴ��ڷ��ӱó�����ʣ�������A�ӃȚ≺��u�������O��ֵC �c����C�� �Σ��۹�܊A�Ӄȉ�����u�½���E�c(�۹�ܷ��x�r�Ě≺) ���f����Ś�����С�ڷ��ӱó�����ʡ�D �c��۹���_ʼ���ؕrCE�Ή��������Ĺ��c���f���۹�ܺ�ضηŚ����ʴ��ڽ��ضΡ�����ӱ��ډ���10- 4~ 10-1 Pa �^�g������������f���۹�������ضηŚ�������C���������濾�Ś��^���У��۹�������ضΡ���ضκͽ��ضεķŚ������ǜp�ġ�
�D1 450�� / 50 min ��ˇԇ�Ƶľ۹�ܺ濾�Ś��Мض��c�≺�S�r�g��׃������
2.5���XĤ��ض�
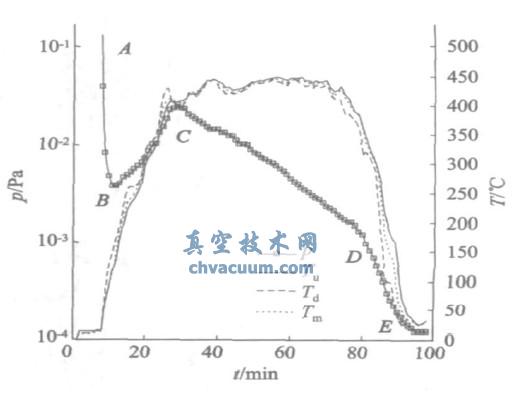
�����ߜ��ϻ�����^���У��۹������XĤ��ضȵĸߵ��DZ��������Ʒ�|�Éĵ���Ҫָ�ˡ��XĤ��ض�Խ�ߣ��S�r�g���LԽ�죬�˹�ˇ�����ľ۹�����Ʒ�|Խ���֮���XĤ��ضȵ��Һ㶨�������Ʒ�|�^�á��D4 ��۹�ܸߜ��ϻ����XĤ��ض��S�ϻ��r�g׃���������ĈD�п��Կ�������Ȼ��450 �� / 50min��450 �� / 40 min��450 �� / 30 min ��400 �� /50 min �@�Ă���ˇ�ľ۹�ܸߜ��ϻ��^�����XĤ��ض��^�ͣ�40 �� ���ң��һ����㶨�������S�ϻ��r�g׃������������Ʒ�|�^�ã��������傀��ˇ�ľ۹�ܸߜ��ϻ����XĤ�ضȎ����S�ϻ��r�g��u���ߣ������_���^�ߵĔ�ֵ( 100~ 130 �� ) ��څ�ں㶨���f���@�ׂ���ˇ�ľ۹�����Ʒ�|�^��@�Mһ���C����2.2 С�����õĽYՓ��
�D4 �۹�ܸߜ��ϻ��^�����XĤ��ض��S�ϻ��r�g׃������
2.6���濾�ŚˇӑՓ
��������������450 �� / 50 min��450 �� / 40 min��450 �� /30 min ��400 �� / 50 min �Ă��Śˇԇ�Ƶľ۹�����Ʒ�|���w�ஔ������������N�۹�ܣ��@�ķN��ˇ�У�450 �� / 50 min ��400 �� / 50 min �ɷN��ˇ���Ś����^�������R����ʧ���^С���ʶ��ߵ����Ʒ�|�^�ã�450 �� / 50 min ��400 �� / 50 min �ɷN��ˇ�Ś������o�ף���450 �� / 50 min ��ˇ�����ľ۹�����℩�R����ʧ�ʱ�400 �� / 50 min ��ˇ�ĵ�34%����ˣ��Ώľ۹�ܵ����Ʒ�|������450 �� / 50 min ���^�õ��Śˇ������400 �� / 50min ��ˇ�ĺ濾�ضȱ�450 �� / 50 min ��ˇ�ĵ�50 �� ���ʾ۹�������^������Դ�����^�ͣ��������ɱ��^�ͣ���ˏ����Ʒ�|�������ɱ��ɷ��濼�]��400 �� / 50 min �濾�Śˇ�����^�á�