����Pro/E�Ŀ��ٳ��͙C�OӋ�c����
�������ՌӺ��������ٳ��ͼ��g��Ҫ��������ٳ��͙C�ăɷN�OӋ����������Pro/Eܛ�����әC�M���˽�ģ�c�b�䣬�����˃ɷN�OӋ�����ă���;�\��ANSYSWorkbenchܛ���քe���ɷN�������P�I����������_�����b���M�����o���W������ģ�M�ɷN�����ڌ��H�����е�׃����;�Y������������һ���Qֱ��������׃����0.13828mm�����^�`�����S�ķ������ҙC���ɿ��Ե��ڷ��������OӋ���x��������OӋ;�������y���OӋ�����������Ч�ʣ��s�����аl���ڣ�����әC�������ṩ�˽��b��������
1������
�����մ�����Ŀ��ٳ����Ǯ����о���һ�����c��Ŀǰ�m���մɲ��Ͽ��ٳ��͵��O������Ҫ������ͣ�����ɱ��^�ߣ����O�䰺�F�����ߌ����ϵ�Ҫ���^�ߣ����y�_��������Ŀ�ġ����˽�Q�����y�}������˻���ʯϞ�ČӺ��������ٳ��ͼ��g������ԓ���g����A���Y���մɲ��Ϻ�ʯϞ�����ԣ��OӋ��һ�N���ӽ������������Ϳ��ٳ����b�á�
�������y���OӋ��������Ҫ��������әC���Ͱ��b�{ԇ���OӋ�����L���ɱ��ߣ���̓�M�әC���g�ɽ�Q�@һ���}��Pro/Engineer��һ����������ą�������ģܛ��������Pro/E�������ٳ��͙C���㲿�������S���wģ�ͣ��M�����C�b�䣬�s���аl���ڡ��c����Ԫ����ܛ�����ʹ�ã����Ԍ�ģ���M�������������C�OӋ�ĺ����ԺͿɿ��ԣ�������әC�������ṩ�����ͅ�����
2�����Ϳ��ٳ��͙C�OӋ
����2.1������ԭ��
�������ՌӺ��������ٳ��ͼ��g��Ҫ����Ҫ�OӋһ�N�܉�����Һ��ε����a�մ�����ļӹ��O�䣬ԓ�O��ļӹ���ˇ��:
����(1)���ϵ�y�ڵ��ƽ�_���һ�����ڵ�ʯϞ�������̺������̵Ļ���;
����(2)Ӌ��C���ƿ̵���Ϟ���Ͽ̳��Ƽ��Ľ���݆����ͨ�^���L�b�Ì�ʯϞ��м����;
����(3)���U�յ�ʯϞ�������һ�ӻ���ʯϞ���մɝ{�ϣ��̺�����Ķ����մɝ{��ͨ�^�ΰ����;
����(4)���ƽ�_ͨ�^�z�����Qֱ��������ƽ�ƾ��x0.1��2mm;
����(5)�؏Ͳ��E1��4�����ӯB�ӣ������Ɍ��w����;
����(6)��Ϟ���Y���@�������մ��Ƽ���
���������a��ˇ������D1��ʾ��ͨ�^����ˇ���̵ķ�����ԓ�O����Ҫ�߂�ˮƽ�\���b�á��϶������b�ú�����_�����b�������֡�ˮƽ�\���b����Ҫ�����϶��քe���ʯϞ���մɝ{�ϵ���O;�϶������b����Ҫ�Á�ʢ�ŝ{�ϲ����C�{��̎�����ڠ�B;����_�����b����Ҫ���F����_��ƽ���½������C�մ�Ƭ�Ӻ�Ⱦ���ֱ��Ӱ��մ��Ƽ��ľ��ȡ�
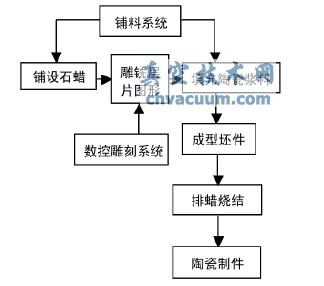
�D1 ���ٳ��͙C���a��ˇ���̈D
4���YՓ
����(1)�����ڂ��y���OӋ������Pro/E���gʹ�OӋ����ֱ�^���㲿��������λ���Pϵ������ͬ�rҲ�����ģ������Ч�ʣ����s���ˮaƷ���аl���ڡ�
����(2)ͨ�^���ɷN�������P�I����������_�����b�õ��o���W�����l�F������һ����_���Qֱ�������׃������0.13828mm�����������Qֱ�������׃����0.0205mm���ĮaƷ����Ҫ��͙C���ɿ��Է��濼�]���x��������K�OӋ�Y����






