��ך����ԙz�y(c��)ϵ�y(t��ng)���O(sh��)Ӌ(j��)�͌�(sh��)�(y��n)�(y��n)�C
��������Ч��ߚ�ך����Եęz�y(c��)���Ⱥ͙z�y(c��)Ч�ʣ�ԓ���ڳ�ֿ��]�O(sh��)������ԡ�Ӳ����(w��n)���Ժ�ܛ���ɿ��ԵĻ��A(ch��)�ϣ��O(sh��)Ӌ(j��)�аl(f��)��һ�ך�ך����ԙz�y(c��)ϵ�y(t��ng)��ϵ�y(t��ng)��Ӳ�����w�O(sh��)Ӌ(j��)���������_(t��i)���z�y(c��)�x���˙C(j��)����ģ�K��ϵ�y(t��ng)ܛ����Ҫ���������_(t��i)�͙z�y(c��)�x����PLC ���O(sh��)Ӌ(j��)���˙C(j��)����ģ�K���O(sh��)Ӌ(j��)����(j��ng)�F(xi��n)����(sh��)�(y��n)�(y��n)�C���Y(ji��)��������ԓ�z�y(c��)�_(t��i)ܛ����Ӳ���\(y��n)�пɿ����ڱ��C�z�y(c��)���ȵ�ͬ�r(sh��)ȡ�����^�M��ęz�y(c��)Ч�ʣ��Ɍ���φ20-φ100 ��יz�y(c��)�r(sh��)�g�s����60s/ֻ�ԃ�(n��i)���ɝM��ʹ������
������ף��������ձ�Ě��(d��ng)��(zh��)��Ԫ�������������ֱ���P(gu��n)ϵ���a(ch��n)Ʒ�Ĺ�(ji��)�ܭh(hu��n)�����|(zh��)���������I(y��)�F(xi��n)���İ�ȫ�ԡ���ך����ԙz�y(c��)ˮƽ�ĸߵ�ֱ��Ӱ푵����a(ch��n)Ч�ʡ������ˆT�Ąڄ�(d��ng)��(qi��ng)���Լ��a(ch��n)Ʒ���|(zh��)������ˣ��аl(f��)��ך����ԙz�y(c��)ϵ�y(t��ng)����(sh��)�F(xi��n)���١���(zh��n)�_��й©�z�y(c��)�����ش�ĬF(xi��n)��(sh��)���x�͌�(sh��)�Ãr(ji��)ֵ�������ڳ�ֿ��]�C(j��)е�O(sh��)Ӌ(j��)�ı����ԡ����Ӳ���ĸ߿ɿ��Ժ�ܛ��ϵ�y(t��ng)��(w��n)���ԵĻ��A(ch��)�ϣ��O(sh��)Ӌ(j��)�аl(f��)��һ�ך�ך����ԙz�y(c��)ϵ�y(t��ng)���ڱ��C�z�y(c��)���ȵ�ͬ�r(sh��)���O�������˙z�y(c��)Ч�ʡ�
1���z�y(c��)ϵ�y(t��ng)Ӳ���O(sh��)Ӌ(j��)
�����z�y(c��)ϵ�y(t��ng)��Ӳ�����w�֞������֣������_(t��i)���z�y(c��)�x���˙C(j��)����ģ�K�����ģ�K��Ӳ���Y(ji��)��(g��u)������D1��ʾ�����й����_(t��i)ģ�K��Ҫ�ɹ����_(t��i)PLC ������Ƶ��Ԅ�(d��ng)�b�Aģ�K����̖(h��o)������(sh��)�։����@ʾ�����^�����(g��u)�ɣ��ɞ��יz�y(c��)�ṩ�����b�A�������@ʾ����s��B(t��i)���Ƶȹ��ܡ��z�y(c��)�xģ�K��Ҫ�əz�y(c��)�x����PLC ��������늴��y�����������늸�У����������(y��ng)�Ě��(d��ng)Ԫ���M�ɣ�ԓģ�K���ך����ԙz�y(c��)�����w�����w�y(c��)����ĸ߉��͵͉���r�µă�(n��i)©����©���˙C(j��)����ģ�K��Ҫ���|������(g��u)�ɣ��ɝM���Ñ��ą���(sh��)ݔ��͚����ԙz�y(c��)�Y(ji��)����ݔ���������_(t��i)����PLC���z�y(c��)�xPLC ���|�����gͨ�^485 ͨӍ��ݔ��(sh��)��(j��)��ָ���ʹ�Ñ��Ɍ�(sh��)�r(sh��)���z�y(c��)����(sh��)����ʹ�Ùz�y(c��)�ĽY(ji��)�����(b��o)����Ϣֱ�^�@ʾ������(y��ng)�����ϡ�
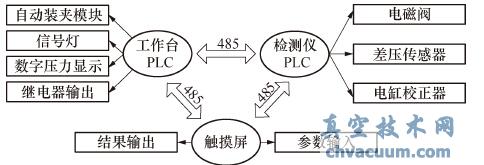
�D1 Ӳ���Y(ji��)��(g��u)���܈D
1.1�������_(t��i)�ĽY(ji��)��(g��u)�����O(sh��)Ӌ(j��)
����ԓ�z�y(c��)�_(t��i)�ɝM�㳣Ҋ��Φ20~Φ100 �����Ę�(bi��o)��(zh��n)��ęz�y(c��)���D2 �鹤���_(t��i)��(sh��)��D��ԓ�����_(t��i)�֞����ɂ�(g��)��λ����ͬ�r(sh��)��(d��)����(du��)����M(j��n)�К����ԙz�y(c��)������M(j��n)һ������˙z�y(c��)��Ч�ʡ��D3 �鹤���_(t��i)���Ԅ�(d��ng)�b�Aģ�K��ͨ�^�x�����_(t��i)���ϵ�“��”��“�A�o”��“ጷ�”���Էքe���ƊA�o������ᡢ�����Ś��B(t��i)���A�o��װ��b�ڻ�܉�ϣ����������ɸ�׃�ɚ�ľ��x���m��(y��ng)��ͬ���y(c��)��ijߴ硣�A�o��˲�ͨ�^�������z���^��(du��)����M(j��n)��ں��Ś���M(j��n)���ܷ⣬ͬ�r(sh��)���(n��i)����՚�����������Ա��C�������M(j��n)����Ś⡣

�D2 �����_(t��i)��(sh��)��D�����D3 �Ԅ�(d��ng)�b�Aģ�K
1.2���z�y(c��)�x�Y(ji��)��(g��u)�����O(sh��)Ӌ(j��)
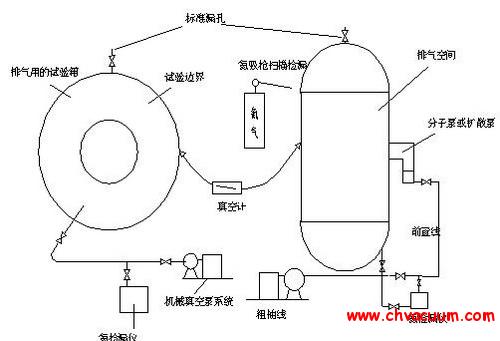
�����z�y(c��)�x����ɚ����ԙz�y(c��)�ĺ��ăx������Y(ji��)��(g��u)���ܛQ�������ԙz�y(c��)�ľ��ȺͿ����ԡ���Ě����ԙz�y(c��)��քe�y(c��)���ЗUǻ�͟o�Uǻ��ǻ��й©����ÿ��(g��)��ǻ����ɵ͉���(n��i)©���͉���©���߉���(n��i)©���߉���©���ʹ������8 �(xi��ng)й©�z�y(c��)���y(c��)ԇ�^���У��z�y(c��)�xPLC ͨ�^485 ͨӍ���չ����_(t��i)PLC ��ݔ?sh��)�ָ����M(j��n)������(y��ng)�Ĝy(c��)��ģʽ(���(n��i)©����©���͉���߉�)���S�z�y(c��)�_(t��i)PLC ͨ�^����“�ߵ͉��x��늴��y”�Ġ�B(t��i)��ɜy(c��)�������x��ͨ�^����“���Ś�늴��y”�Ġ�B(t��i)��ɴ��y(c��)ǻ�͘�(bi��o)��(zh��n)ǻ�ij��ͷŚ�Ą�(d��ng)������(d��ng)�y(c��)����ɕr(sh��)���z�y(c��)�xPLC ͨ�^485 ͨӍ������(y��ng)�Ĝy(c��)���Y(ji��)��(�ϸϸ�)��ݔ�o�����_(t��i)PLC ���|����������(y��ng)�Ĝy(c��)���Y(ji��)���@ʾ���|�����ϣ��������ڹ��˲���й©̎���z�y(c��)�x��(sh��)��DҊ�D4��

�D4 �z�y(c��)�x��(sh��)��D
2���z�y(c��)ϵ�y(t��ng)ܛ���O(sh��)Ӌ(j��)
����ԓ�z�y(c��)ϵ�y(t��ng)ܛ����Ҫ���������_(t��i)�͙z�y(c��)�x����PLC ���O(sh��)Ӌ(j��)���˙C(j��)����ģ�K���O(sh��)Ӌ(j��)��ᘌ�(du��)��ך����ԙz�y(c��)�ij�������������c(di��n)������Ӳ���ӿڞ���A(ch��)����(sh��)���ԏ�(qi��ng)���ڳ�ֿ��]�F(xi��n)�����r�����ɔ_������(qi��ng)���۳�ֿ��]��ׅ���(sh��)�ͽY(ji��)��(g��u)����m��(y��ng)�ԏ�(qi��ng)��
2.1�������_(t��i)�͜y(c��)���xPLC ������O(sh��)Ӌ(j��)
���������_(t��i)PLC ������Ҫ�����¹��ܣ�
����1)�����_(t��i)��B(t��i)�ԙz
�����ԙz�ă�(n��i)�ݰ�����Դ�����Ƿ�ϸ��Է���Դ�����^�ͣ���(d��o)�º��m(x��)�Ě����ԙz�y(c��)�����o���M�㣻�����_(t��i)�p���y�����Ƿ����ã�ݔ�������Ƿ������������_(t��i)�͙z�y(c��)�_(t��i)�ܷ����Ƿ����ã��Է����(d��ng)�ܵ����b�A̎���F(xi��n)й©����(d��o)�y(c��)���Y(ji��)�����ɿ������ԙz��B(t��i)�ϸ���ռ��g(sh��)�W(w��ng)(http://shengya888.com/)�J(r��n)���O(sh��)���\(y��n)�D(zhu��n)�������z�y(c��)�Y(ji��)���ɿ���
����2)����b�A��(d��ng)������
��������“����”��“ጷ�”���o�������_(t��i)PLC �Ԅ�(d��ng)�ГQ늴��y��·����ɊA�o���ָ����ǻ�ij��ͷŚ������
����3)���y(c��)��ך����ԙz�y(c��)ǰ�A(y��)��(d��ng)������
���������ԙz�y(c��)ǰ������y(c��)����ЗUǻ�͟o�Uǻ����ͨ�빫�Q������ʹ������U����s��3~5 �Σ����_(d��)���^�õĝ������ܷ�Ч����
����4)���y(c��)��ך����ԙz�y(c��)ָ��l(f��)�ͺ͙z�y(c��)�Y(ji��)�����ܡ�����������������_(t��i)PLC �谴�՜y(c��)�����̣�������z�y(c��)�xPLC �l(f��)��8 �(xi��ng)й©�z�y(c��)ָ����ȴ��z�y(c��)�x��əz�y(c��)���z�y(c��)�Y(ji��)�������ع����_(t��i)PLC��
����5)��(b��o)������
������(d��ng)�z�y(c��)�^����������������r�r(sh��)�����Դ�����^�͡���ͣ���o�����¡����ˌ��ֱ����M(j��n)�����_(t��i)����(b��o)�����Q푣�ͬ�r(sh��)�z�y(c��)�^�̽Kֹ���z�y(c��)�xPLC ��Ҫ������¹��ܣ�
����(1)���չ����_(t��i)�z�y(c��)ָ������z�y(c��)�Y(ji��)���������|������
����(2)�Ԅ�(d��ng)��ɚ���ЗUǻ�͟o�Uǻ�ĸߵ͉��ă�(n��i)��©�ęz�y(c��)����8 �(xi��ng)��
����(3)ͨ�^485 ͨӍ�������|�����Ϝy(c��)������(sh��)�ĸ��¡�
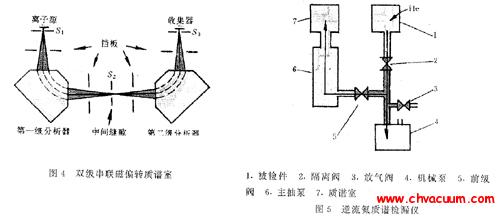
������D5 ��ʾ����z�y(c��)ϵ�y(t��ng)���_�C(j��)�����ij��̖(h��o)��ך����ԙz�y(c��)��ܛ�����̈D��
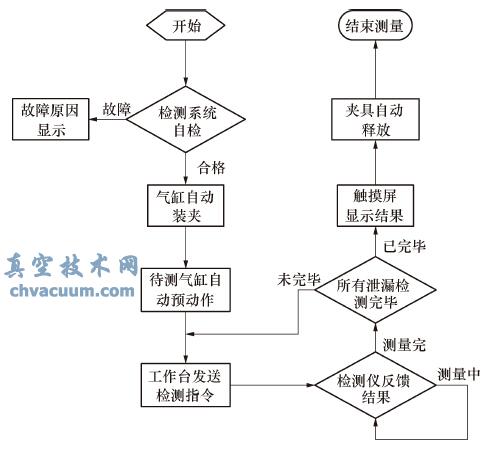
�D5 ܛ�����̈D
2.2���˙C(j��)����ܛ���O(sh��)Ӌ(j��)
�����˙C(j��)����ܛ������������(xi��ng)��Ҫ��(n��i)�ݣ� �z�y(c��)��B(t��i)��ԃ�͙z�y(c��)����(sh��)���á������O(sh��)Ӌ(j��)�r(sh��)���ֿ��]�Ñ���ʹ����(x��)�T����������Ի������^�����c(di��n)�����(xi��ng)Ŀ���|��������ͨ�^�M�B(t��i)ܛ���O(sh��)Ӌ(j��)�����Ɍ�(sh��)�F(xi��n)ͬ�����_(t��i)PLC�͙z�y(c��)�xPLC �Č�(sh��)�r(sh��)ͨӍ��
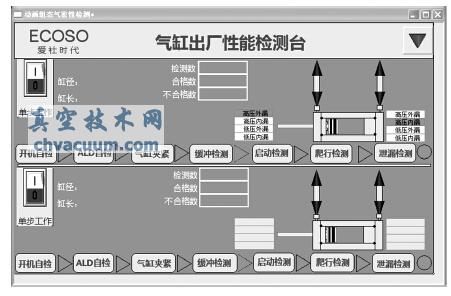
����1)�z�y(c��)��B(t��i)��ԃ
�����D6 ��z�y(c��)��B(t��i)��ԃ���棬�z�y(c��)��B(t��i)������Ą�(d��ng)����B(t��i)�͚����ԙz�y(c��)�ĽY(ji��)�������Є�(d��ng)����B(t��i)�������U�������s�صĠ�B(t��i)��ͨ�^��ԃ?c��)���B(t��i)�����Д���ׄ�(d��ng)���Ƿ����_������\(y��n)�Еr(sh��)��ԓ�z�y(c��)����Ě�ׄ�(d��ng)���͌�(sh��)�H��(d��ng)��һ�¡������ԙz�y(c��)�Y(ji��)����8 �(xi��ng)���քe����“�ЗUǻ”��“�o�Uǻ”�ɂ�(c��)����͉���(n��i)й©���͉���й©���߉���(n��i)й©���߉���й©����4 �(xi��ng)���tɫ��ʾԓ�z�y(c��)�(xi��ng)���ϸ�й©������Ҏ(gu��)��ֵ���Gɫ��ʾ�z�y(c��)�(xi��ng)�ϸ�
����2)�z�y(c��)����(sh��)����
���������ԙz�y(c��)����(sh��)�����ԙzй©��(bi��o)��(zh��n)���߉���©��(bi��o)��(zh��n)���͉���©��(bi��o)��(zh��n)����(n��i)©��(bi��o)��(zh��n)�Լ����z�y(c��)��ĸ����г̡���(du��)�ژ�(bi��o)��(zh��n)��ף�ͨ�^�|����ݔ������г̣��z�y(c��)ܛ���ɰ��Շ���(bi��o)�Ԅ�(d��ng)���əz�y(c��)��(bi��o)��(zh��n)����M���Ñ���߮a(ch��n)Ʒ�z�y(c��)�|(zh��)������Ҫ��Ҳ���ք�(d��ng)�ژ�(bi��o)��(zh��n)̎�������(bi��o)��(zh��n)��
�D6 �z�y(c��)��B(t��i)��ԃ����
3�������ԙz�y(c��)ϵ�y(t��ng)Ч�ʺ;��ȷ���
������z�(y��n)���O(sh��)Ӌ(j��)�Ě����ԙz�y(c��)ϵ�y(t��ng)Ӳ����ܛ���Č�(sh��)���Ժͷ�(w��n)���ԣ��F(xi��n)ᘌ�(du��)ij������a(ch��n)�S�ҵIJ��֘�(bi��o)��(zh��n)�����̖(h��o)�M(j��n)�Мy(c��)ԇ��ӛ�ԓϵ�y(t��ng)�ęz�y(c��)�r(sh��)�g��ͬ�r(sh��)��ԓ�z�y(c��)�Y(ji��)��ͬ���y(t��ng)��ˮ�y(c��)�����(du��)�ȣ����(y��n)�Cԓ�z�y(c��)ϵ�y(t��ng)�Ŀɿ��Ժ͜�(zh��n)�_�ԣ����1 ��z�y(c��)�Y(ji��)����
��1 �z�y(c��)ϵ�y(t��ng)��(sh��)�y(c��)���Ⱥ�Ч�ʌ�(du��)�ձ�

�����ı�1 ���Եõ�����(du��)�ڸ�����φ50 ����С��לy(c��)ԇ�r(sh��)�g�s��100s/�l����(du��)��φ50��φ100 ��יz�y(c��)�r(sh��)�g�s��110s/�l�����]���z�y(c��)ϵ�y(t��ng)�Ƀɹ�λͬ�r(sh��)��(d��)���z�y(c��)���t�Ηl��Ě����ԙz�y(c��)�r(sh��)�g���ɿ�����60s/�l�ԃ�(n��i)����(y��u)���˹��z�y(c��)Ч�ʡ�
������(sh��)�y(c��)�l(f��)�F(xi��n)�����y(c��)ԇ9 �N��̖(h��o)��ף��z�y(c��)����(sh��)��173�������˹��z�y(c��)���ϸ�(sh��)��6 �l���z�y(c��)�_(t��i)�z�y(c��)���ϸ�(sh��)��7 �l���Ҿ����w�˹��z�y(c��)���ϸ��ס�����φ100×φ200 ����һ�͉���(n��i)©��ף�ˮ�y(c��)�ж��ϸ���z�y(c��)�_(t��i)�ж����ϸ����r������ԓ��Ʒ�r(sh��)�l(f��)�F(xi��n)��ԓ������ܷ�Ȧ̎�ܷ�Ч�������룬�m�����ԙz�y(c��)ǰ�A(y��)��(d��ng)��4~5 �Σ������ܷ�Ч������ȱ�ݣ���(d��o)����ڙz�y(c��)�_ʼ��һ�Εr(sh��)�g��(n��i)��Ȼ�����pй©���S���ܷ�Ȧ��u���o��й©ֹͣ���˹��z�y(c��)�r(sh��)�������^���tһ�Εr(sh��)�g�z�y(c��)����(d��o)���˹��z�y(c��)�͙z�y(c��)�_(t��i)�y(c��)ԇ�Y(ji��)�����Ǻϡ��z�y(c��)φ80×φ100 �Ě�וr(sh��)���˹�ˮ�y(c��)�l(f��)�F(xi��n)1 �l��״��ڃ�(n��i)©���z�y(c��)�_(t��i)�z�y(c��)�l(f��)�F(xi��n)���ڃ�(n��i)©����©��������ԭ������ԓ��׃�(n��i)й©�^���ң���(d��ng)�y(c��)����й©�r(sh��)����(hu��)�������(n��i)й©��ɵĉ�������(d��o)����й©�`��(b��o)�����Ժ���о��Ќ���(du��)ԓй©��φ��}�M(j��n)���Д��������`��(b��o)�F(xi��n)��
�����C��������ԓ�����ԙz�y(c��)ϵ�y(t��ng)Ӳ����ܛ���\(y��n)�Р�B(t��i)��(w��n)�����z�y(c��)���ȿɿ����Ҝy(c��)ԇЧ�ʃ�(y��u)�ڂ��y(t��ng)��й©�z�y(c��)�������ǜy(c��)���^����̖(h��o)�Ě�וr(sh��)��ԓ��(y��u)��(sh��)�������@����ˣ�ԓ�z�y(c��)ϵ�y(t��ng)����ȫ������y(t��ng)��ˮ�y(c��)����ð�ݷ���ɚ�ij��S�����ԙz�y(c��)��
4���Y(ji��)Փ
��������Ԕ���˃ɹ�λ��ך����ԙz�y(c��)�_(t��i)��Ӳ���O(sh��)Ӌ(j��)����B��ԓ�����_(t��i)�͜y(c��)���x�ęC(j��)е�Y(ji��)��(g��u)���܌�(sh��)�F(xi��n)����ͨ�^PLC ����˹����_(t��i)�͜y(c��)���x�Ą�(d��ng)�����̺͙z�y(c��)߉������ԓ�z�y(c��)�_(t��i)�_չ��ך����Կ��ٙz�y(c��)�Č�(sh��)�(y��n)�(y��n)�C���F(xi��n)��ʹ����r������ԓ�z�y(c��)�_(t��i)ܛ����Ӳ���\(y��n)�пɿ����ڱ��C�z�y(c��)���ȵ�ͬ�r(sh��)ȡ�����^�M��ęz�y(c��)Ч�ʣ��Ɍ���φ20-φ100 ��יz�y(c��)�r(sh��)�g�s����60s/ֻ�ԃ�(n��i)������ȫ�M��ʹ������