�ܷⷨ�m���|�V�z©���g
�����ܷⷨ�m��������ӹ���һ�����m֮�g�����ܷ�|Ȧ,ͨ�^���o���m���ܷ�Ȧ�D��׃��,���F�ܷ⡣������m�ܷ�����ܷ�Ȧ����ȱ��,���lj��o�rδ�������,�͕���ɷ��m�ܷ����_����Ҫ��,���ͨ�^�z©�������ܷ��|����
1����ՙz©���÷����c���چ��}
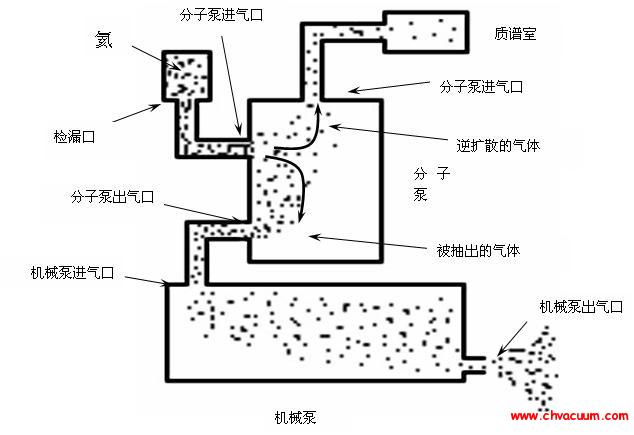
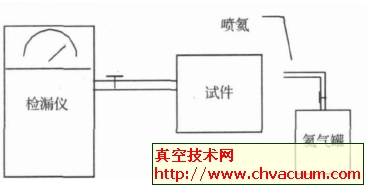
�������m�z©�Ǚz�y���m�ܷ����c�ܷ�Ȧ������Ƿ����ͨ���͵�©��B©�����|�V�z©�dz��õĸ��`���șz©�ֶ�,�ɲ���©��λ�ü��Д���©��©��,�䳣Ҏ�������������͇������������������m�Y���γɵ����]���g�ȳ交,���c�z©�x�B�ӵ������ڷ��m�����;���������Ùz©�x�����m�Y���ɵ����]���g�����,�Ç����ڷ��m������ܷ�Y�������������m�ܷ�Y����©,���⌢ͨ�^�c�z©�x���B���������m�ܷ�Ŀ��g�M��z©ϵ�y,�M�����z�y������й©��̖�c�˜�©��У����̖�M�бȌ��Ϳ�������z��λ��©�ʡ������������͇�����,��ͨ��������ֻ���ط��m߅���Ƅ�(�D1) ��
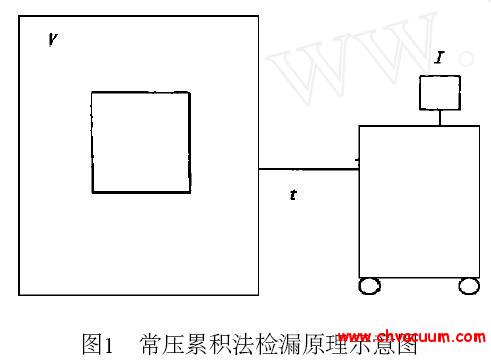
�D1 ����(��) �������m�z©ʾ��D
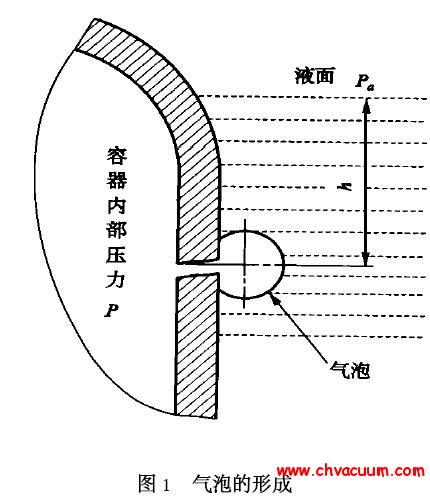
��������ܷ�Ȧ����©��,�������w�UɢҎ��,��©��Խ�h������Խ��,���������x©��Խ�h,�z©�`����Խ��(Ҋ�D2) ��©��λ�õ��Д��`��Խ��[1] ��ͬ��,ʹ�Ç������z©�r,������Խ�h,���ĝ��Խ��, �z©�`����Ҳ��Խ��, ©�z���`�еĎ���Խ��[2] ��
�D2 ��������©�ľ��x�c��̖Qs ���Pϵ
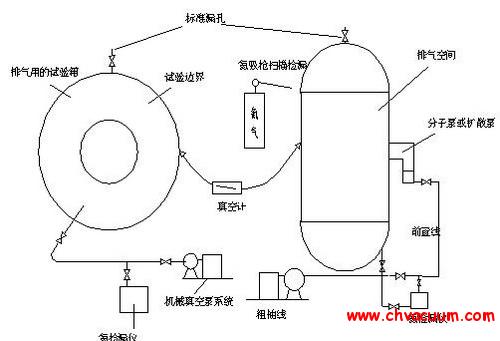
�������m���w�z©�r,ͨ�����ڷ��m�⺸�ӽ����ܷ������鼯����(Ҳ����������) ,���Ùz©�x�������ֳ����,�γəz©�����,���ڷ��m�Ȃȳ交,��ʩ�z©�������m�^��r,�����ֵĺ����|���O�y���C���Һ��Ӻĕr�^�L��
���������Mһ����߷��m�z©���`�����c�ɿ���,�P�߸��M�OӋ�˷��m�z©���������͇���,���о��˲��ó䉺��շ��ͺ��ַ��M�еķ��m���w�z©���g��
2�����������͇������OӋ
2.1�����������ĽY���OӋ�c���
����������������ë�����ٹܡ��ӿںͱ��oͲ������,Ҋ�D3�͈D4 ��

�D3 �� ��ͨ�����c��������
�D4 �����������Y��ʾ��D
�������������Ĺܶ˞�ȏ�< 0. 15 mm ,�L150��200 mm �IJ��P䓶˹�,�����뷨�m�g϶��,�ԱM���ܵؽӽ��ܷ�Y�������oͲ���ڸ������m�Y���ߴ��{��ë�����ٹܵij�¶�L��,�Ա�����ٹ��ۏ����������ͨ�����ܶ˞�ȏ��s< 0. 05 mm ,�L�s10mm ��ë�������ܡ��oՓ�Dz��P䓹ܻ�ë��������,���wͨ�^�����r����ճ����,������ʽ����[3] :

ʽ�С�Un ———����,m3 / s ;
������d ———ͨ���,m ;
������η———���w�\��ճ��,Pa ·s ;
������L ———�ܵ��L��,m ;
������P ———�ܵ���ƽ���≺,Pa ��
�������䓹��L200 mm ,��ô���������c��ͨ������ͬһ�N���w��������ֵUn䓡�Un��= 4 ��1 , ������ͬһ�N���w������������������ͨ����������4 ��,��e����,���Ԍ�������ԭ���Ͽ��С�����C���������OӋ�ĺ�����,�M���ˌ��������c��ͨ�����Č��Ȍ��ɱ�1 ������֪,�����������՚��к���ȵķ����`�����Ը�����ͨ����,�@�c���������������^��һ�¡�
2.2�������ĸ����OӋ�c���
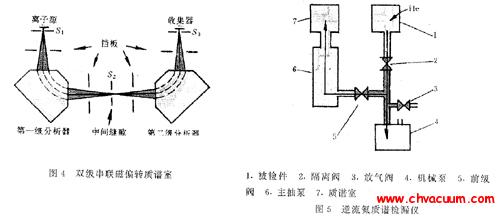
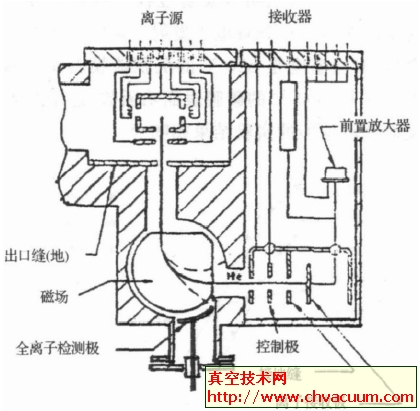
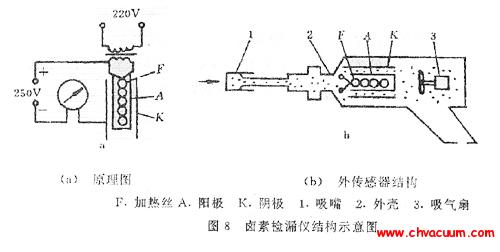
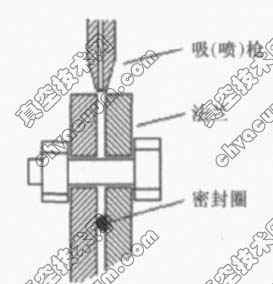
����ij�z©�xԭ�䇊������ȏ�< 1 mm���⏽< 10mm ,�o���ͽ������m�ܷ�Y���������������OӋ�˃ȏ�< 2 mm���⏽< 3 mm ���L100 mm �IJ��P䓹����释������(ԓ����ͨ�^�ݼy�ӿں��ܷ��z�̶��ڇ�����,Ҋ�D5) �������z©�r,�������뷨�m����g϶��,���ܷ�Ȧ������������z©�Ĝʴ_���^��,��52 mm �L�ȷ����ȿ����@�^�փɂ�©��λ��,©��1 �z©��̖��20 mV ,©��2 �z©��̖��49 mV��������ͨ�����t�o���Д�©�Ĝʴ_λ�á�

�D5 �������ć���(��) �cԭ����(��)