����PLC�Ĵſ؞R��ضȿ���ϵ�y�OӋ
�����ſ؞R��ضȿ���ϵ�y�ľ��Ⱥ��\�з����Ԍ����e�Y�����������܃����ı�Ĥ���ϘO����Ҫ�����������T��S7-300 �ɾ��̿�����(PLC)����ƺ��ģ�ͨ�^�|���������˙C���Q����(HMI)��Փ���˴ſ؞R��ضȿ���ϵ�y�����������c���Ʒ�������STEP 7 ��ܛ��ƽ�_���UչPLC ģ�M��ݔ��ģ�KSM331�������˜�ģ�M��̖���FA/D �D�Q;�ڶ��r�Д�M��ģ�K(OB35)��ѭ�h�{�Üضȹ��܉K(FB58)���̌��F���ضȵ�PID �]�h����;�Y��FB58 ���ɵ��}���{��ݔ�����ܣ���PID �\��Y���D�Q���}�_ռ�ձȿ��ƹ̑B�^������С�PLC �cHMI ����MPI �f�h���Fͨ�Ź��ܣ�����WinCC flexible �M�B�ѺõĿ��ƽ��棬��ɔ���ݔ��/ ݔ���������ġ����r�O�غ͈��i��ԓϵ�y�s���˿��ƻ�·���{���r�g�����pС���{��������˴ſ؞R��ضȿ��Ƶ��Ԅӻ�ˮƽ�����ƾ��Ⱥͷ����ԡ�
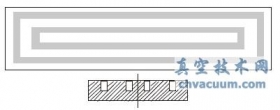
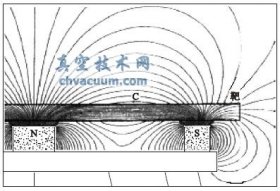
�����ſ؞R���Ĥ���g��Ŀǰ�V�����õ���W�����ϡ���ӺͰ댧�w���I���һ�N��Ĥ���e���������ôſ؞R�似�g�Ƃ�ı�Ĥ���@�õĸ�������늻��W��W�����ܾ��ܞR��ضȵ�Ӱ푡��ſ؞R����e��������r���S����Ƭ�ضȵ����ӣ���Ĥ�ij��e�������@�½��������ʲ������������a�����w�Y��׃����
�������y�^�������ϵ�y�ܽY�����s�������Բ���ƾ��ȵ͵��T�����ص����ƣ��y�ԝM��F�����I������ϵ�y��Ҫ�ɾ��̿�����
����(PLC)�Թ��������ɶȸߡ��ɿ��ԏ�����ֲ�Ժú�ͨӍ������ȃ��c���ܵ����I���ƵďV�����á�PLC ���H�߂了��߉���ƹ��ܣ����һ��ڬF�������㷨���Ԍ��Fϵ�y���]�h���ơ����ܿ��ƺ������ƵľC�Ͽ��ơ��ضȿ���ϵ�y���БT�Դ����t�r�g�L�����c��ϵ�y���ضȿ������ķ����r�g�L������Ĥ�ij��e��������Ӱ푡���ϵ�y�Դſ؞R���Ĥ���a���ij��e�ضȞ����Ŀ�ˣ����]��ϵ�y�Ŀ���Ҏģ�^�����c�^�ࡢ�����ƾ���Ҫ���^�ߵ����c�� �x��SIEMENS S7-300PLC �������ϵ�y�ĺ��IJ�����ؓ؟�ɼ���̎�픵������ͨ�^��λ�C���h�̱O�غ�HMI �ı��ؿ�����Y�ϣ����ſ؞R���Ĥ�O��ضȿ���ϵ�y�M�����µ��OӋ��
1��ϵ�y�OӋ
������S7-300 PLC ����ƺ��ā팍�F�ضȵ�PID �]�h���ƣ��ЃɷN���Ʒ�����һ�N�ǔUչ���Üضȿ�����ģ�K(FM355)����ɜضȿ���;��һ�N�ǔUչģ�M��ݔ��/ ݔ��ģ�K���Y��STEP7 �����{�ù��܉K�팍�F����Ҫ��
����1.1���Uչ�ضȿ���ģ�KFM355
����FM355 �nj��T����S7-300��M7-300 ��ET200M �Ԅӻ�ϵ�y�еĜضȿ�����ģ�K��������ͨ�^���ɻ������M�нM�B��PID �������ͼ��ɵĿ����㷨�����ܷ����ɿ���ʹ�ú��η��㣬�܉������PID ������̖�IJɘӺ�Ӌ�㣬��ռ��CPU ����r�g��CPU ͨ�^���ú����cFM355 ģ�K�M�Д������Q�����F����l�ͺ���̖������FM355ģ�K��CPU ����ֹͣ����r�¿��Ԅ��ГQ����Ԯ����ģʽ����������CPU ֹͣ����ɵĿ���ʧ�أ����Cϵ�y�����ԣ���FM355 ģ�KӲ���ɱ��^�ߣ����`���Բ�Uչ�ضȿ���ģ�K�Ĝؿ�ϵ�y�Y����D1 ��ʾ��

�D1 �Uչ�ضȿ���ģ�K�Ĝؿ�ϵ�y
����1.2���Uչģ�M��ݔ��/ݔ��ģ�K
����ͨ�^�ضȂ������ɼ�������̖��ģ�M��̖����Ҫ���^һϵ�е�̎�����D�����܉�CPU ���յĔ�����̖��PLC ����ϵ�y�У�����CPU ���߂�ֱ�Ӳɼ�ģ�M��̖�Ĺ��ܣ���Ҫͨ�^�Uչģ�M��ݔ��ģ�K�����M��A/D �D�Q���D���ɞ�˜ʔ�����̖��PLC ̎����S7-300 PLC �ɔUչģ�M��ݔ��ģ�KSM331��ģ�M��ݔ��ģ�KSM332 ��ģ�M��ݔ��/ ݔ�����ģ�KSM334������SM331 ģ�K�����x��늉�����衢���������衢���ż��ݔ����̖��ͣ���SM332 ģ�K�ṩ늉�������ɷNݔ����͡����T��ܛ�����ж�NPID ���������缯����STEP7 ��FB41��FB42��FB43 ��FB58 �ȿ��ƺ�����������ϵ�y�̻��ļ�ܛ�����������\���^����ѭ�h���裬�䔵���惦�����ڱ��������K�С���ܛ���������������ˆT���f���кܸߵ��`���ԺͿɲ����ԣ����ڹ��̑����б��،�������ԣ�����ͬ�����㷨��Ӟ�һ������PID ���ƻ�·��ͨ�^ܛ�����̾��܌��FFM 355 ��Ӳ�����ܣ��M�����ϵ�y�OӋҪ���]��Ӳ���ɱ����ԃr�ȵȆ��}�����Ϳ���ϵ�y������PLC ܛ�����́팍�F�ضȵ�PID �]�h���ơ��C�Ͽ��]����ϵ�y���ÔUչģ�M��ݔ��ģ�K�팍�F�ضȵ��]�h���ơ��Uչģ�M��ݔ��ģ�K�Ĝؿ�ϵ�y�Y����D2 ��ʾ��

�D2 �Uչģ�M��ݔ��ģ�K�Ĝؿ�ϵ�y
����1.3��ݔ��ݔ������
�����y��׃��Ԫ�����x���ż������ɷN�ض����������ż�ĜضȜy�������^��, �y�����ܱ��^����,�ӑB푑���;�����ķ����ԏ����`���ȸߡ����Q���Լ��ʴ_���^�ã��ضȜy��������-200����850�档�ɴſ؞R���Ĥ���gԭ����֪����ϵ�y���ڜضȜy���ľ��Ⱥͷ�����Ҫ���^�ߣ��xȡ����������PT100 ��y��Ԫ����ݔ��늉�ģ�M��̖��PT100 �ضȂ������cģ�M��ݔ��(AI)ģ�K�ĺ����Ӿ���D3 ��ʾ��ģ�Mݔ���·�У�����4 �������Ӝy����ʽ��ͨ�^����IC0+ ��IC0- ��������ṩ�㶨�����M0+ ��M0- �y���������Ϯa����늉���
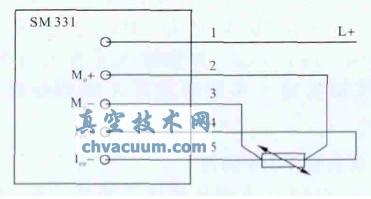
�D3 �ضȂ������Ӿ��D
��������ҵļӟ��ɾ����õ����ӟ�����ɣ����Ʒ�ʽͨ�^PLC ݔ���}�_��̖���ƹ̑B�^���(SSR)���С�SSR �ǃȲ��o�κΙCе�\�ӵğo�|�c����_�P��ͨ�^���ƶ���̖�������Դͨ�����F���ƣ��ǵ�����늿��Ə�늵����Ԫ������ݔ���ݔ�����ù���������x���������ÿ��ɔ_���ܣ��V���������·��Ӌ��C���ơ��̑B�^����Ȳ��Y����D4 ��ʾ������VD���l����O�ܣ�VT���p���l�ܡ�
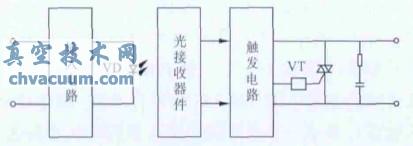
�D4 �̑B�^����Ȳ��Y���D
2��ܛ���M�B
����2.1��Ӳ������
������ϵ�y�OӋ����STEP7 5.5 ��ܛ���_�lƽ�_������SIMATIC Manager �����ضȿ���ϵ�y�Ŀ�� ������S7-300 վ�c�����_�����M��HWConfig �����{�����ñ�������ӆ؛̖��Ӳ���M�B������β���C�ܡ��Դģ�K��CPU ��I/O ģ�K�ȡ��D5 ��ʾ��SIMATIC ���������ÈD��
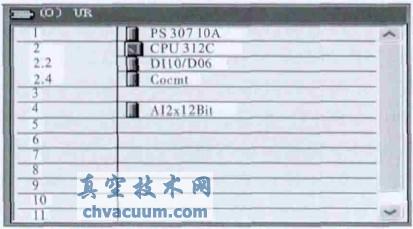
�D5 SIMATIC ���������ÈD
�����M��CPU 300 ���Ԍ�Ԓ���O��վ��ַ��2���ӿ���͞�MPI ;���_ģ�M��ݔ�녢���Ĵ��ڣ� �x��y����͞�RTD�� �y��������PT100 standard range������ݔ��Ԫ�������裬���bģ�M��ݔ��ģ�K�r�x�����_�����̿���A λ�á�
����2.2�����܉KFB58 �{��
������STEP 7 �Є������M��ѭ�h�Д�OB35���x����ļ��M��Libraries→Standard Library→PIDControl Blocks�� ���F�B�m�{�Üضȿ��ƹ��܉KFB58 ݔ���}�_��̖��FB58 ��D6 ��ʾ����FB58 �������������KDB58��ͨ�^���������K��ֱ�������P���ƅ��������������K��D7 ��ʾ��
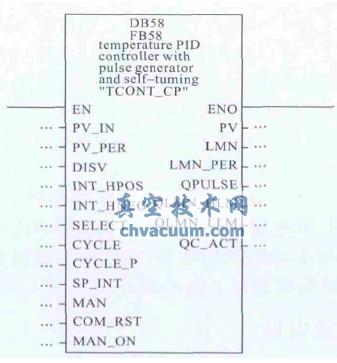
�D6 ���܉KFB58
�D7 ���������K
����FB58 ���г�ʼ�����г����ӕr���нM���KOB100���������{��FB58 ���ڌ��FPID �������ij�ʼ��������������COM_RST=TRUE �r����ԓ��������PID �Ȳ���������λ����ʼֵ����ʼ������̎���ꮅ��COM_RST �����O�Þ�FALSE���_ʼPID ����Ӌ�㡣
����2.3����������
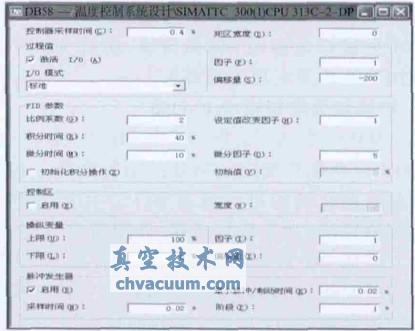
����FB58 �ṩ�^��ֵݔ��ͨ���� �O��PVPER_ON=True �r���xȡģ�M��ݔ��ͨ����ֱ�ӏ�PV_PER ݔ�룬��ݔ�뱾���Мضȵķ���ֵ���O��PER_MODE=0 ������˜�ģ�M��ݔ����͡�FB58 �����}���{��ݔ�����ܣ�ͨ�^��PID ���\��Y���Q��Ɍ������}�_ռ�ձȿ��ƹ̑B�^������F�ӟᣬFB58 �}�_ݔ���h�����P�I������CYCLE��PID �������IJɘӕr�g;CYCLE_P���}�_ݔ����ˢ�r�g;PER_TM���}�_ݔ�������ڕr�g;PULSE_ON���}�_ݔ��ʹ��;P_B_TM����С�}�_/ �Ƅӕr�g��
����FB58 ��PID �������\����}�_ݔ���ǃɂ���������^�̣��и��Ե��\�����ڡ�����CYCLE�ɱ��y����׃��Ҏ�ɛQ��������PER_TM �c����CYCLE_P ���Pϵ�Q�����}���{�Ƶľ��ȡ�FB58 �ṩSELECT ������f�{PID ���������}�_ݔ�������ڣ�SELECT ��ȡֵ���Ԟ�0��1��2 ��3����ϵ�y�����O�ã�SELECT=0��OB35 ���ڕr�g= 20ms ��CYCLE_P=20 ms ��CYCLE=400 ms ��PER_TM=1000ms�������������������O����ѭһ��ԭ�t������Ҫ���O�䌍�H�\���^�����{ԇ�@�������(TI ��e�֕r�g)��
����(1)CYCLE≤0.1*TI
����(2)PER_TM≥50*CYCLE_P
����(3)PER_TM≤0.05*TI
�����}�_ݔ��Ӌ��һ��ȡPER_TM /CYCLE_P>50����ÿ��CYCLE_P �r�g�g����}�_ݔ����Ԫ�\��һ���Դ_����һ��CYCLE_P ��ݔ������ƽ����ƽ�������@PER_TM ��CYCLE_P �ı�ֵԽ���ƾ���Խ�ߡ���PID �}�_ݔ���ĸ��ƽ�r�g�ӽ�100%�����ƽ�r�g�ӽ�0���˕r���ЙC����Ҫ�ژO�̵ĕr�g������_�࣬�@���O��ĉ���Ӱ푘O��ͨ�^�O��P_B_TM �Ϳ��Ա���ˆ��}����ϵ�y�O��P_B_TM ��20 ms��
3���|���������OӋ
�����˙C������ϵ�y�c�Ñ����Q��Ϣ��ý�飬�Է��������ֱ�^��ݞ��OӋԭ�t�����{���Ի��������x��SIEMENS TP177B PN/DP-6 �|������y��ϵ�y��TP177B �|���������������Ŀ��ʹ��Ч�ʣ��m���ڹ��I�����еȼ��e��HMI �����ͱOҕ�΄ա���ϵ�y����MPI �f�h���PLC �cHMIͨ�Ź��ܣ����F���ſ؞R���Ĥ���a�����e�ضȵı��ؿ��ƣ����Cϵ�y��Ч�����\�С�HMI �����OӋ����WinCC flexible 2008 ܛ���M�нM�B����ϵ�y�ض����ݔ���O�á�PID �����ġ����r�@ʾ�͈��B�i�ȹ��ܣ��D8 ��ʾ��ضȱO�ؽ��档
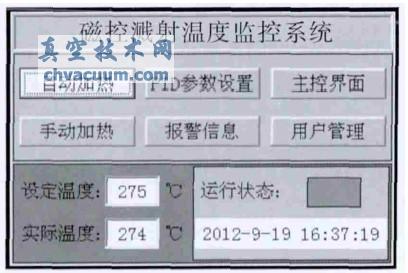
�D8 �ضȱO�ؽ���
4���YՓ
�������ڴſ؞R���Ĥ���g���ضȿ���ϵ�y���^��Ҫ�������T��S7-300 PLC ����ƺ��ģ�����PID �]�h�����㷨���M�B�Ѻõ��˙C���Q���棬�OӋ�˺����Ĝضȿ���ϵ�y������PLC ���|���������ʹ�ýM�ɹ������ƵĿ���ϵ�y�����F��ϵ�y���ɻ��Ϳ�ҕ���������ˬF�������������㹤ˇ�ă���;PID �]�h�����㷨�đ��ã���Ч�s�̿��ƻ�·���{���r�g���pС���{��������˜ضȿ��Ƶľ��Ⱥ�ϵ�y�\�еķ����ԡ�