ꎘO���x����Ƃ�AlCrNͿ�ӵĸߜ�Ħ��ĥ�p�О�
��������ꎘO�x�����TiC�����մɵ��߱����Ƃ���AlCrNͿ�ӣ�������/ƽ����|��ʽ������900��ߜؕr��ͬ�d������Ϳ�ӵ�Ħ��ĥ�p�О顣ͨ�^������R�^����ĥ��݆�����^��ò����������ɢ���V��X�侀���������ĥ�p��Ϳ�ӱ��滯�WԪ�غ������׃����ӑՓ���d�Ɍ�Ϳ��Ħ����ĥ�p�Ե�Ӱ푡��Y����������900��ߜ�������Ϳ����NԪ��ȫ��ጷţ��γ�Al��Cr������������˝������ܺ�ĥ�p���ܣ����d��600��800��1000g�����£�Ϳ��Ħ����ƽ��ֵ�քe��0.1455��0.3939��0.4188�����d��600g�r���F��������Ħ�����ԣ��m���ھ��������ӹ����ڸߜ���AlCrNͿ�ӱ��F������ĥ�p��ͬ�r���S��������ĥ��ĥ�p�����ĥ�p��
�����S�����١��߾��Ⱥ�Ч�������İlչ������Ϳ�Ӽ��g����Ч�ظ��Ƶ������ܵ���Ҫ;����CrNͿ�Ӿ��и�Ӳ�ȡ�����ĥ�Ժ͵͵�Ħ���ȃ��c���V���ؑ����ڵ��߱������̎��������CrNͿ�ӹ����ض�ֻ��650�棬���m���ڸߜ������ӹ���CrN���w�����������Y��������Alԭ�Ӻ���Q����CrN��Crԭ�ӣ�Alԭ�ӹ��ܵ�CrN���w�У�CrN���w�Y�������������D׃�������Y���������^�Y�������W���ܺ�ĥ�p�������@����Ӱ푡�
�����ڸߜ��¿����γ�Cr2O3��Al2O3�@�ɷN����������Ķ������᷀���ԣ��������ضȿ����_��900�棬�Կ��Ա��ָ�Ӳ�ȡ�����ĥ�ԡ����ߜ��������c���ĸ������õ����ܣ���ռ��g�W(http://shengya888.com/)�J���m���ڳ������XȦ�ĸ�Ч��������������δҊ��AlCrNͿ�Ӹߜ�Ħ����ĥ�p���ܵĈ�������߲���ꎘO���x��僷���TiC�����մɵ��߱����Ƃ���AlCrNͿ�ӣ���������900��ߜ���Ħ��ĥ�p�О飬�鳬�����XȦ��Ч�����ӹ��ṩ���g������
ԇ��
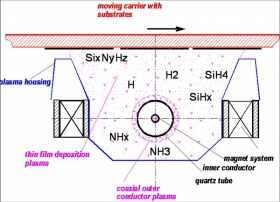
�������w���Ϟ�TiC�������մɵ��ߣ����ü{��TiN������TiC��Ϻ��Y�Ƴɣ�����Ӳ�|����TiC��TiN��ճ�ӄ���Ni���仯�W�ɷ�(�|����)��Ti51.26%��W19.55%��C12.92%��Ni7.63%��Co8.64%��ԇ�ӽ����͇�ɰ̎�����ñ�ͪ��Һ������ϴ�͟oˮ�Ҵ�Óˮ����ؠt��ɺ���PVT�Ĥ�C���M���Ĥ�����ü��Ȟ�99.99%��Cr��Al��вģ��Ĥ�����飺��ն�3×10-3 Pa���t�Ȝض�500�棬�������w��N2���Ĥ�r�g120min������N2�Ᵽ�o����180���˻�̎��2h���ñ�ͪ��KQ2200DE�͔��س���ϴ���ٲ���ȥ�x��ˮ����ϴ������ô��L�C��ɼ�������ԇ�ӡ�ͨ�^HT-1000�ߜ�Ħ��ĥ�pԇ�C����AlCrNͿ����900����Ħ��-ĥ�p������ԇ�����d�ɷքe��600��800��1000g���ضȞ�900�棬��30�οɾ��̜ضȿ������{�������Ȟ�0.2%FS(�M����)����ĥ�����մ���Ħ���돽3mm�����D�ٶ�1000r/min��ĥ�pԇ�Y������SUPRA55�͒�����R�^��Ϳ�Ӹߜ�ĥ�pǰ�������ò�����Ò�����R(SEM)���õ�������V�x(EDS)��D/max2500PC��X�侀����(XRD)�x�����ߜ�ĥ�pǰ��Ϳ�ӻ��W�M�ɺ�����׃�����о��ߜؗl����AlCrNͿ��ĥ�pʧЧ�C����
�Y�������cӑՓ
������ò�cEDS����
�����D1(a)��AlCrNͿ�ӳ����±�����ò��������w�����^��С����ԭ����Al�ОR��a�~���ӣ�����Ϳ���κ������ӡ�Ϳ�ӱ����^ƽ���������S���С��һ�İ��ӣ��@�������x���Z�������Ϳ�ӱ��淴�R��Ч�����£���һ���̶���ʹ��Ϳ�ӱ���ֲڶ��������͡�AlCrNͿ�ӻ��WԪ���|���֔���Al36.72%��Cr36.11%��N27.18%��ԭ�ӷ֔���Al34.06%��Cr17.38%��N48.56%����D1(b)��ʾ��AlCrNͿ�ӳɷ֞�Al��Cr����N���NԪ�أ���ԭ�Ӕ�֮�Ƚӽ�2��1��3���@�f��Ϳ����Ҫ����Al��Cr�ĵ�����M�ɣ����������Ϳ��Ӳ�ȺͿ��������ܡ�
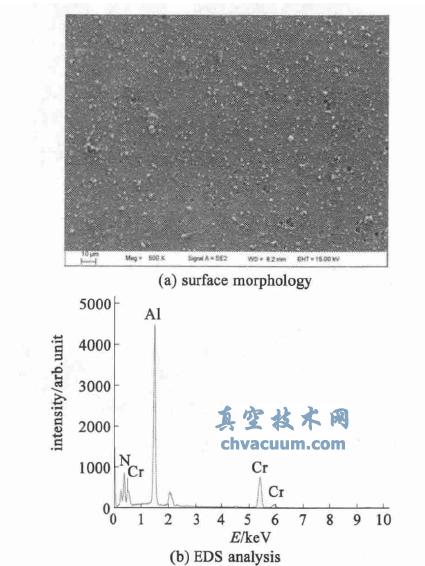
�D1 AlCrNͿ�ӱ�����ò�cEDS����
�YՓ
����(1)��900��ߜ�������Ϳ����NԪ��ȫ��ጷţ���������Al2O3��Cr2O3������Al2O3��������Ħ���^�����pĥ���ã����F���^�͵�Ħ����Cr2O3�����Ϳ��Ӳ�Ⱥ�ĥ�p���ܣ�
����(2)���d��600��800��1000g�����£�Ϳ��Ħ����ƽ��ֵ�քe��0.1455��0.3939��0.4188���������d��600g�±��F��������Ħ�����ԣ��m���ھ��������ӹ���
����(3)��900��Ħ���^���У�Ϳ��ĥ���Юa���˴�����������Ǹߜ��»��wԭ�ӵĔUɢ�������£����F������ĥ�p�����S��������ĥ��ĥ�p+���ĥ�p��