�����X���g(sh��)�ڷ��Ⲽ�ϵđ�(y��ng)��
������B���Ⲽ�ĽY(ji��)��(g��u)������ԭ������(du��)�����γɷ���ӵ������X���g(sh��)���C��̽ӑ����B�������X�C(j��)��ԭ������Ҫ�������ϵ�y(t��ng)������ҡ����ϵ�y(t��ng)�����r(sh��)�����ջ��y�á��_�ıá��������á��͔U(ku��)ɢ�õ���������\(y��n)�С�����҃�(n��i)���@���c�Ĥ�Ҳ�(li��n)�����о��@���ݷe�c�Ĥ��֮�Ȟ�3��1�������r(sh��)���@�ҵĉ������Ĥ�҉�����10�����ϡ���Σ�ͨ�^�����X�ӽY(ji��)�������ضȝ�ȁ��U���䌦(du��)�����X���ܵ�Ӱ푡�һ����ԣ��������͵ķ�����ϵ���X�Ӻ�ȿ�����150��400A֮�g�����˱��Cԓ�Y(ji��)���������l(f��)���g϶��100��150mm�����c��s݁�ľ��x������160��240mm����(d��ng)�՚��ȴ���85%�r(sh��)�����]����僲��ϵķŚ⣬�x�������zֲ��ı�Ĥ����t��ն��_(d��)����Ҫ��
1������
�����˵������ǿ��F�ģ�Ȼ������ʳƷ�t(y��)���l(w��i)����ȫ֮�⣬һЩ�²��ϱ��o(h��)����������Σ���������¼��l(f��)��Ҳ�Ĵ_�����ɛ]�����⡢�l(f��)����ϵđ�(y��ng)���ǽ�����dz����ؕ�I(xi��n)֮һ�����T�����ڷ��g����Ҋ���������ã������·��(bi��o)������·��(bi��o)����N��ʾ�塢�h(hu��n)�l(w��i)�������ķ�����ȶ��ھS�o(h��)�������İ�ȫ��
�����������ͷ��Ⲽ������⽛(j��ng)�^�����������ͷ���ӵķ��䣬��(hu��)����ԭ���ĽǶ��M(j��n)�з��䣬�䷴���ĽǶ��c�����ƽ�У��M(j��n)����(du��)���ۮa(ch��n)�������Ч��������(j��)�a(ch��n)Ʒ�IJ�ͬ�������a(ch��n)��ˇ������PETĤ��PET/PE��(f��)��Ĥ�����z𤄩��(du��)�������M(j��n)��ֲ�룬Ȼ�����M(j��n)�������X���γɷ���ӣ�����M(j��n)�Џ�(f��)���D(zhu��n)�ơ�ᘌ�(du��)�����X�C(j��)�ڷ��Ⲽ�ϵđ�(y��ng)����һ��(g��)��(ji��n)�εľC���͌�(sh��)�`̽����
2�������X�C(j��)��ԭ��
����2.1�����ϵ�y(t��ng)
�������õ������X�C(j��)����Ҫ�ɾ��@ϵ�y(t��ng)�����l(f��)ϵ�y(t��ng)�����ϵ�y(t��ng)������ϵ�y(t��ng)�M�ɣ�����ϵ�y(t��ng)��X�r(sh��)�Ĥ�Һ;��@�Ҷ�Ҫ�_(d��)��һ������նȣ����ϵ�y(t��ng)���������ǰʹ�Ĥ�Һ;��@���_(d��)��������ն�Ҫ����D1��ʾ�������X���ϵ�y(t��ng)ԭ��D������ʹ�����ϵ�y(t��ng)�_(d��)������ȵ�ʹ�ã��ȴ��_���y���ڵ���չ���������(n��i)�M(j��n)���A(y��)����գ��_(d��)������(j��)�_�ıõ�����չ������������_�����y��֮�����ն��_(d��)��100��10-1Pa���r(sh��)�����_�����õĸ��y��ǰ��(j��)�y��ʹ�������^�m(x��)��(du��)������M(j��n)�г���գ���(d��ng)��ն��_(d��)��10-1��10-2 Pa�ԺU(ku��)ɢ�õĸ��y��ǰ��(j��)�y�_������(d��ng)��նȷ�(w��n)����10-1��10-2 Pa֮�g�����ծa(ch��n)Ʒ���@�ҷŚ�����c(di��n)������ˮ���z��PETĤ����ն�Ҫ��10-2 Pa���£����������z��PET/PE��(f��)��Ĥ����նȿ������ͣ�10-1 Pa�����_�����M(j��n)�ГQ��������X�r(sh��)�����P(gu��n)�]�������ú��͔U(ku��)ɢ�ã�ʹ�䱣�C�Ã�(n��i)��������̎�����l(f��)��B(t��i)���p����?y��n)���w�A(y��)������M(f��i)�ĕr(sh��)�g��
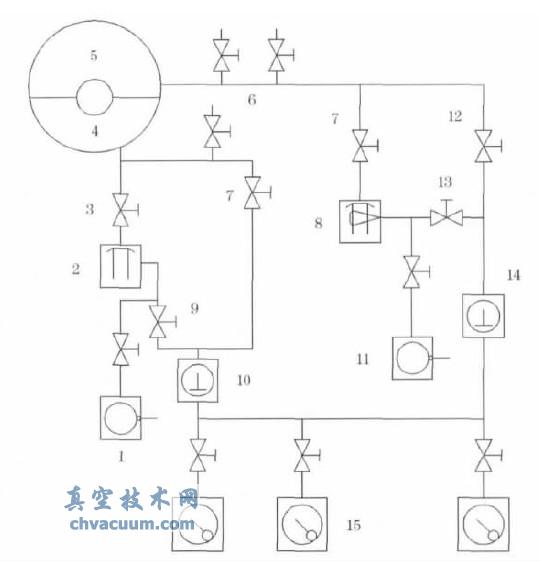
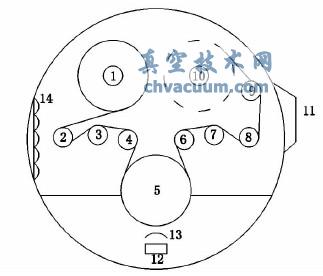
�D1 �����X���ϵ�y(t��ng)ԭ��D
1.�S�ֱã�2.�U(ku��)ɢ�ã�3.�ֳ��y��4.�Ĥ�ң�5.���@�ң�6.����y��7.���y��8.�����ã�9.ǰ��(j��)�y��10.�_�ıã�11.�S�ֱã�12.�ֳ��y��13.ǰ��(j��)�y��14.�_�ıã�15.���y��
��������҃�(n��i)�Ļ���ԭ������һ������ՠ�B(t��i)�����ӟ���X�z�ۻ���Һ�w�X��Һ�w�X�ڸ�����¿������l(f��)���X�������X������������ı�Ĥ����Ĥ�����̳ɺܱ����X�ӡ�ԓ�^����һ�N�����^�̣�ͨ�^�X���ΑB(t��i)�D(zhu��n)�Q(�̑B(t��i)→Һ�B(t��i)→��B(t��i)→�̑B(t��i))����(sh��)�F(xi��n)�ڱ�Ĥ��Ϳ��(f��)һ�Ӻܱ���������X�ӡ�����(j��)��(sh��)�`��(j��ng)�(y��n)����(du��)�������ͷ�����ϵ������Լ���Ҫ��ķ���Ч��������һ�����ϵ���X���_(d��)��150��200A�r(sh��)�����c������ĽY(ji��)�����^���ι̣���(j��ng)�y(c��)ԇ��ķ���Ч�ʴ���95%���Y(ji��)�����a(ch��n)��ˇ��һ�����͵ķ�����ϵ���X����150��400A֮�g�^�������
���������X�IJ����ǽ�(j��ng)�^ǰ���������z𤄩��(du��)�������M(j��n)��ֲ���PET��PET/PEĤ�����z𤄩һ����ˮ���z���߹̺����ܵ͵������z����僲����mȻͨ�^����վ������(n��i)��Ȼ������������ˮ���ӻ��܄����ӣ��@�����Ǯa(ch��n)�����@�����_ʼ�r(sh��)���@�ұ�僲��ϷŚ����Ҫԭ������ˮ�ķ��c(di��n)��ԓ�ЙC(j��)�܄����c(di��n)�ߣ���ʹ������£�ˮ�ķ��c(di��n)Ҳ���ЙC(j��)�܄�����(du��)Ҫ�ߣ��@�c��(j��ng)��(j��)�W(xu��)�ϵ���������ӯ̝ƽ���c(di��n)һ�ӣ�ԓ�c(di��n)Խ�ͣ���(du��)��I(y��)Խ������ͬ�ӵģ����c(di��n)Խ�ͣ���(du��)����ձõ�ؓ(f��)�d��Խ�ͣ��ܫ@�õ���ն�Խ�á��@Ҳ��ˮ���zҪ�������z�Ĺ�����նȲ����Ҫԭ��
����2.2�������
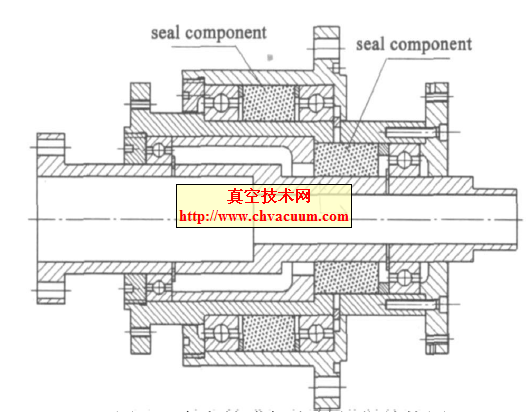
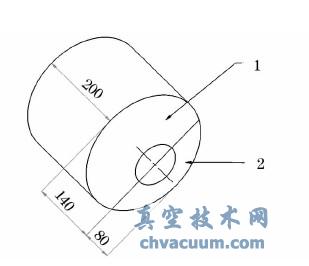
���������Xһ����õ�����Ҟ���Ҳ�(li��n)����D2��ʾ��������ָ������λ������g�ij���ֵS/VԽ��(S��V�քe���������ҵČ�(du��)���w�ij��ٺ��҃�(n��i)�ݷe)������ҵij������P-t���½���ԽѸ�٣�ͬ�r(sh��)Ҳ�ɫ@�ø���һЩ�Ě��w������
�D2 ����҃�(n��i)�Y(ji��)��(g��u)�D
1.�ž�݁��2��9.����݁��3��7.����݁��4��6��8.��(d��o)��݁5.��s݁��10.�վ�݁��11.ҕ����12.���?c��)��?3.���壻14.ˮ�����e�P��
�������ԭ�t������ҵ��ݷe��(y��ng)ԽСԽ�á������ھ��@�҃�(n��i)�����ڱ�僲��ϷŚ�������������w�����Լ���������ɿ�֪��ͬ�ӵĚ��w������(d��ng)�ض�һ���r(sh��)���w�e�c����(qi��ng)�ɷ��ȣ�Ҫ�ں̵ܶĕr(sh��)�g��(n��i)ʹ���w����(qi��ng)������̫���M�챻���ߣ�Ҫ���C���@�ҵ��ݷe����(du��)�^����(du��)���Ĥ�ң������לy(c��)���X�z�����l(f��)�۵ļӟ��£����������������100Pa���ң����ں̵ܶĕr(sh��)�g��(n��i)������s݁����s�ɹ��w�X�ӣ�����(qi��ng)׃��˲�g��ƽ���ˣ����ԭ�t����ռ����ҵĿ�?c��)ݷe�ı���ԽСԽ�á�������҃�(n��i)�������ݷe�ֲ���D3��ʾ���O(sh��)�����A����Ȟ�a���t�ݷeV=∫2000Ada��A��ͨ�^auto-CAD��(chu��ng)��������ã��ó������ҵ��ݷe�Ȟ�3��1��
�������@�Ĥ�C(j��)���õ���ճ��ϵ�y(t��ng)�����Ҟ��͔U(ku��)ɢ�ã����Ҟ��������ã��������õĹ���ԭ���c�͔U(ku��)ɢ�����ƣ����ǿ�����������y�����w���_(d��)�����Ŀ�ġ���ͬ�c(di��n)���������õ�������Ҫ�ǿ�������w�c��������֮�g����Ħ����y�����w�M(j��n)�г�⡣�͔U(ku��)ɢ���ǿ�������w�c��������֮�g�ķ��ӔU(ku��)ɢ�\(y��n)��(d��ng)��y�����w�M(j��n)�г�⡣�����Փ���������͵��ܶȺ���Ҫ�ȔU(ku��)ɢ�����Ըߡ���ʹ�������������^�ߵĉ���(qi��ng)�^(q��)���(n��i)�����������������������(qi��ng)��(�ܶ�)�������������õļӟṦ��Ҫ��ͬ�������͔U(ku��)ɢ�ô�ö࣬��(d��ng)���ϵ�y(t��ng)�����r(sh��)��һ���������õĔ�(sh��)�@�ض�Ҫ�����͔U(ku��)ɢ��15��30�档
��������O(sh��)Ӌ(j��)������Ҫ����?y��n)������ܫ@�øߵ���նȣ������ܼ��r(sh��)���߱�僲������ų��Ě��w����������ґ�(y��ng)�x���������^(q��)�g���^�߉��������ã����ԜpС�������õij��١����ڷŚ�ľ��ʣ�һ�����ҵĉ��������҉�����10�����ϡ����˼��r(sh��)���߾��@�҃�(n��i)��僲��ϵķŚ⣬Ҳ���˜p���������õ�ؓ(f��)�d��Ŀǰ���ھ��@��ԭ�������õĻ��A(ch��)�ϣ���(li��n)һ�_(t��i)�͔U(ku��)ɢ�á�
�D3 ����҃�(n��i)�������ݷe�ֲ�(��λcm)
1.���@�ң�2.�Ĥ��
������Ч�ʵ������X�C(j��)�ij���úܶ��ѽ�(j��ng)ʹ���w�C(j��)�İl(f��)��(d��ng)�C(j��)���M(j��n)�й������@Ҳ�Ǯa(ch��n)Ʒ����ˇ��]�ķ���
3�������X���ܵ�Ӱ�����
����3.1���X�ӽY(ji��)����

����ʽ�У�a�鱻僲��ϱ�¶�����l(f��)�^(q��)�Ľ��������еĻ��L(zh��ng)��f������ϵ��(sh��)��d���X�zֱ����h�����l(f��)����ƽ�浽��s݁Ͳ�g�ľ��x��υ���ͽz�ٶȣ�w����@�ٶȡ�
����һ����r�£���̖(h��o)��߅��һ����(sh��)��������X���ta�c�ͽz�ٶ�υ�����ȣ��c���@�ٶ�w�ɷ��ȣ����c���l(f��)�۵Ĝضț]��ֱ�ӵ��P(gu��n)ϵ�����ضȲ���̫�ͣ���t�]����ȫ���l(f��)���X�K����(hu��)������PETĤ�ϣ�Ӱ푺����c���Ⲽ�ď�(f��)���D(zhu��n)�ƹ�ˇ������?x��)�����PETĤ��
������(sh��)�`�C������X���ta̫�����tPETĤ���B(t��i)�l(f��)�࣬��X���ta̫�����B(t��i)�l(f��)�ڣ��@��Ӱ����c������ĽY(ji��)�������M(j��n)��Ӱ푺��m(x��)�c���Ⲽ��(f��)���D(zhu��n)�Ƴ����ı��^�|(zh��)�����淴�����ȡ�������ʹ�õ���վ��@�Ĥ�C(j��)ÿ�M�ͽz���Ъ�(d��)����늙C(j��)�(q��)��(d��ng)����(d��ng)늉����������(w��n)���r(sh��)����(hu��)��(du��)�ε��ͽz�ٶȮa(ch��n)��Ӱ푣�ӳ�䵽�a(ch��n)Ʒ�ϕ�(hu��)�a(ch��n)��һ�l�l�l(f��)���l(f��)�ڵėl�y��ͬ��Ӱ��|(zh��)����
����һ�����͵ķ�����ϵ���X�Ӻ�ȿ�����150��400A֮�g������(du��)�ڌ�����XЧ���䌍(sh��)�dž�(g��)���l(f��)�۵����l(f��)�X�����įB��Ч��(y��ng)�����Ԟ��˱��C�X�ӵ�һ���Ժ;����ԣ����l(f��)�۵��Ų��������l(f��)���c��僲���֮�g�ľ��x����hҲ�ஔ(d��ng)��Ҫ����(j��)��(sh��)�`��(j��ng)�(y��n)��һ����f���l(f��)�۵��g����100��150mm���Ҳ���һ��(g��)����hһ�������160��240mm��h̫С�t��Ĥ�ܟ�ݗ��̫�ߣ����ܕ�(hu��)�p�ı�Ĥ��h̫��t�X���������^�죬�M(j��n)��Ӱ����c��僱�Ĥ�ĽY(ji��)������Ŀǰ�Ј�(ch��ng)��h��С���_(d��)80mm��������(y��ng)�����l(f��)�۵��g��Ҫ���Ӿo�ܡ�
����3.2���ضȺ͝��
�����Q����նȴ�С�Ѓɂ�(g��)���أ�һ����ձñ������_(d��)���ĘO����նȺͳ��٣���������(g��)ϵ�y(t��ng)��й©���������κ����|(zh��)�ɹ̑B(t��i)��Һ�B(t��i)�D(zhu��n)�����B(t��i)����Ҫ���������Ԛ��Խ�ߣ������\(y��n)��(d��ng)Խ���S��Խ������������(du��)������ҳ���գ��dz����Ԫ����(n��i)���Ě��w�������cԪ����(n��i)���Ĝ؝���P(gu��n)ϵ����Փ���c���Ĝ؝���P(gu��n)ϵС�����ڲ��õı�僲����ǽ�(j��ng)�^�z𤄩���������M(j��n)�й̶���PET��PET/PE��(f��)��Ĥ����(d��ng)��僲���������ֲ�鹤ˇ�ĺ���������վ����@һ�ξ��x���ʹ�՚��е�ˮ���������ڲ��ϱ��棬������(j��)�՚��Ȅ�(d��ng)���W(xu��)��֪��ˮ����(hu��)�r(sh��)�r(sh��)���a(b��)�䵽�վ��������ܣ�ʹ�ò������վ��_ʼ���վ��Y(ji��)����ˮ��һֱ�ڲ��ϱ���e�ۣ���(d��ng)��僲���������҃�(n��i)�ž�r(sh��)�����˲�������ˮ���z��ˮ�����⣬�����ڲ��ϱ����ˮ��Ҳ�r(sh��)����ጷţ���(y��n)��Ӱ푾��@�҃�(n��i)����նȣ��@�NӰ��������죬�������ڿ՚���≥85%�r(sh��)������ˮ��ጷŵ��ٶȴ�����ձõij��٣���(hu��)ʹ��ն��_(d��)������չ���������ʹ�ò��ϱ���X��a(ch��n)�����S�ĬF(xi��n)��(d��ng)ֲ���վ���ı�僲�������Xǰ��¶�ڿ՚��еĕr(sh��)�gԽ�L(zh��ng)���@�NӰ푕�(hu��)����һ�������@�N�ߝ�����r(sh��)����Ҫ�x���������zֲ��ı�Ĥ���෴��������Ĝض��^�ߝ���^�͕r(sh��)�������Ч����(hu��)���^�á���(d��ng)Ȼ����X�^�����S����նȵ��½���Ҳ��(hu��)Ӱ��X���c��Ĥ֮�g�ĽY(ji��)������
4���Y(ji��)���Z
�����S����(gu��)�Ҙ�(bi��o)��(zh��n)GB/T28468-2012����С�W(xu��)����ͨ��ȫ����У�����ij��_(t��i)�͌�(sh��)ʩ����С�W(xu��)�����а�ȫ����ҕ�̶ȵ���ߣ����Ⲽ�đ�(y��ng)��ǰ����(sh��)�ؕ�(hu��)���ӏV韣��Ј�(ch��ng)�����(hu��)Խ��Խ��(du��)���Ⲽ��������ˇ���|(zh��)��Ҫ���(hu��)Խ��Խ��(y��n)���@���оͰ�����(du��)�����X��߹��ܡ����g(sh��)�����a(ch��n)��Ҫ���@Ҳ���Ј�(ch��ng)��(j��ng)��(j��)�l(f��)չ�ı�Ȼ��