����o����(sh��)֬��ע��ˇ������ĭ�Aо�Y(ji��)��(g��u)��ˇ�O(sh��)Ӌ(j��)�c����
�������ßo(w��)��������(NCF)��CYCOM?890RTM ��(sh��)֬�wϵ�;ۼ���ϩ������(PMI)��ĭ�Լ�����o����(sh��)֬��ע����ˇ(VARI)������ĭ�Aо��(f��)�ϲ���ƽ�壬�Y(ji��)�����W(xu��)���ܜy(c��)ԇ���^�Y(ji��)��(g��u)�������ֶ��о��˳����^(gu��)���г��z��(du��)�Aо������|(zh��)���Լ��w�S�w�e��?j��n)?sh��)��Ӱ푣������a(ch��n)����ȱ����ͼ�ԭ��(y��u)���˹�ˇ����(sh��)���Y(ji��)�����������z�����������ĭ�Aо����w�S�w�e��?j��n)?sh��)�����W(xu��)���ܣ���100��120��ضȷ�����(n��i)�M(j��n)��30min�ij��z����ˇ��(w��n)�������g���Џ�(qi��ng)�Ⱥ͏�����(qi��ng)���@����ߡ�
��������o����(sh��)֬��ע����ˇ(vacuum assistedresin infusion��VARI)����ͳɱ������|(zh��)������ˇ�����`��ă�(y��u)��(sh��)��u�ɞ��Ƃ��ߴ硢���ȏ�(f��)�s�Ƽ������ͷ�����
������ĭ�Aо��(f��)�ϲ�������һ�N��Ч��(f��)�ϽY(ji��)��(g��u)���ϣ��Y(ji��)���ˏ�(f��)�ϲ������ĸߏ�(qi��ng)�Ⱥ���ĭо�ĵĵ��ܶȣ�����\(y��n)�����\(y��n)�����պ��켰�������I(l��ng)��(y��ng)��ǰ���V韡�Ŀǰ�ձ�ʹ�õ���ĭ�Aо��(f��)�ϲ��϶���������c��ĭо��ճ�Y(ji��)��(qi��ng)�ȵ͵Ć�(w��n)�}������������£�����о��֮�g�O�װl(f��)��ճ������cо�ĵ�ճ�Y(ji��)��(qi��ng)����Ҫȡ�Q�ژ�(sh��)֬��(du��)��о����Ľ���(r��n)����K�Ĺ̻����͡�ͬ�r(sh��)��ԭ�������ܺͳ���ˇ����ҲӰ푹̻�����(y��ng)�M(j��n)�У��Ķ�Ӱ푽���ճ�Y(ji��)��(qi��ng)�ȡ�
������(gu��)��W(xu��)�ߌ�(du��)�Aо�Y(ji��)��(g��u)���Ɖ���Փ�о��^�࣬��Ҫᘌ�(du��)�����Ɖ��M(j��n)�Д�(sh��)ֵ��������ˇ�ď�(f��)�s�ԺͲ���(w��n)���Գɞ���K�Aо�Y(ji��)��(g��u)��(f��)�ϲ��Ϲ�ˇ������Փ�l(f��)չ����Ҫ���ء���VARI�еij��z��ˇֱ��Ӱ푊Aо�Y(ji��)��(g��u)�����ͽ���̎�Ę�(sh��)֬����������ѵĘ�(sh��)֬����������(n��i)�ɫ@���^��(y��u)�����W(xu��)���ܡ�
���������в���VARI��ˇ������ĭ�Aо��(f��)�ϲ��ϰ壬�Y(ji��)�����W(xu��)���ܜy(c��)ԇ���^�������ֶΣ��о��˳����^(gu��)���й�ˇ����(sh��)��(du��)�Aо������|(zh��)���Լ��w�S�w�e��?j��n)?sh��)��Ӱ푣��������a(ch��n)����ȱ����ͼ�ԭ���ƶ�VARI��ˇ������ĭ�Aо�Y(ji��)��(g��u)��Ч�Ĺ�ˇ�O(sh��)Ӌ(j��)�c���Ʒ��������C��Ʒ�����|(zh��)�������(f��)�ϲ�����ĭ�Aо�Y(ji��)��(g��u)�đ�(y��ng)���ṩ���g(sh��)���A(ch��)��
����1����(sh��)�(y��n)���ϼ�����
����1.1��ԭ���ϼ��O(sh��)��
����ԭ���ϣ�����(qi��ng)���Ϟ�±45°�p�S��o(w��)��������(NCF)���ΌӺ�0.27mm��̼�w�ST700���ܶ�1.80kg/m3�����ܶȞ�260.42g/cm2����(sh��)֬�wϵ��CYCOM 890 RTM��������(gu��)Cytec��EngineeredMaterials��˾���a(ch��n)����ĭо�Ğ�ROHACELL?71WF�ۼ���ϩ������(PMI)Ӳ�|(zh��)��ĭ��100%�]�Y(ji��)��(g��u)����10mm���ɵ�(gu��)�A��(chu��ng)�¹�ِ��˾���a(ch��n)��
����1.2����(f��)�ϲ�����ĭ�Aо���Ƃ�
������(sh��)�(y��n)��������o����(sh��)֬��ע(vacuum assistedresin infusion��VARI)����ˇ�Ƃ��(f��)�ϲ�����ĭ�Aо�塣��ˇ���̈DҊ(ji��n)�D1��
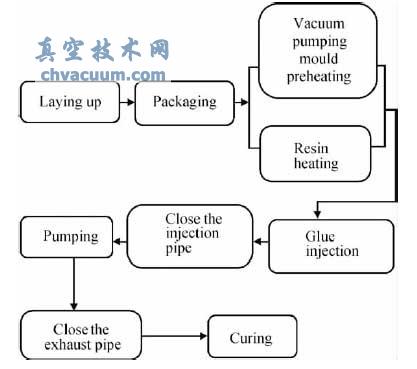
�D1����ĭ�Aо����Ƃ乤ˇ����
������(sh��)�(y��n)����(j��)�Aо�Y(ji��)��(g��u)�����W(xu��)���ܜy(c��)ԇ��(bi��o)��(zh��n)ASTMC 393/C393M-06��ASTM C 273/C273M-07�_����ĭ�Aо���䁌����?y��n)�[±45°/±45°/±45°/��ĭ/45°/45°/45°]���Aо������^(gu��)���У�ע�z�ܺͳ���λ�ù̶�����(d��o)���W(w��ng)���M䁡����˱���Aо���(n��i)�����F(xi��n)�ɰߵȆ�(w��n)�}�������ܸ����Č�(d��o)���W(w��ng)�m��(d��ng)�s��10��20mm��ͬ�r(sh��)���˱��C�Aо���ȵľ����ԣ������p��մ���ˇ�����w��(sh��)�(y��n)�b����D2��ʾ���ڱ���(sh��)�(y��n)�У����z���x���P(gu��n)�]ע�z�ܺ��^�m(x��)ʹ���ܳ�⣬һ�Εr(sh��)�g�����P(gu��n)�]��
��������(j��)RTM890��(sh��)֬����׃���̻ܺ����ԣ��_����(sh��)֬��ע��ضȞ�80�棬�̻���ˇ�ƶȞ�160��/2h+180��/2h����(sh��)�(y��n)��80��ע�z30min�քe�ڳ��z�ضȞ�80��100��120��140��160���£��x����z�r(sh��)�g��0��10��30��60��120min�����͏�(f��)�ϲ�����ĭ�Aо�塣
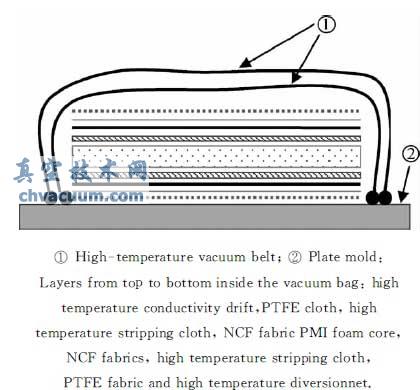
�D2���Ƃ���ĭ�Aо��Č�(sh��)�(y��n)�b�ÈD
����1.3���y(c��)ԇ�c����
��������Instron 5982���W(xu��)���ܜy(c��)ԇ�C(j��)��(du��)��(f��)�ϲ�����ĭ�Aо���M(j��n)�Џ����ͼ������ܜy(c��)ԇ�����ÊW�ְ�˹BX51M ��W(xu��)�@�R�Լ�JSM-5800��������@�R(SEM)��(du��)�Aо��Ľ����B(t��i)�M(j��n)���^������
����3���Y(ji��)Փ
����(1)���z̎���������������w�S�w�e��?j��n)?sh��)����(d��ng)���z��һ���̶Ⱥ��w�S�w�e��?j��n)?sh��)�������ֲ�׃���S����55%���ҡ�
����(2)���z�ضȺͳ��z�r(sh��)�g��(du��)���Aо�Ľ������^��Ӱ푣���ԓ��(sh��)֬�wϵ�£���100��120��֮�g�M(j��n)��30min���ҵij��z̎�����܌�(sh��)�F(xi��n)��ˇ��(w��n)�����õ����ý��档
����(3)�����w�S�w�e��?j��n)?sh��)�����о�ĵĽ�����Ƽs���Y(ji��)��(g��u)���ij��d��������(du��)���z��ˇ�M(j��n)�Ѓ�(y��u)�����ƣ��ڱ��C���Ҫ���ͬ�r(sh��)���ܵõ��C�����܃�(y��u)���ď�(f��)�ϊAо�Y(ji��)��(g��u)��