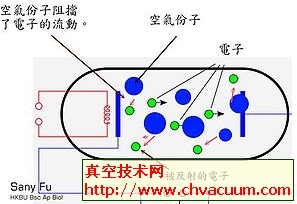
��ռ��g����b��ˇ�еđ���
������ռ��g����b��ˇ�еđ��ã���Ҫ����չ�⡢��ս�������Ϳ���Ȏׂ����档ͨ�^��չ�⌢���w�^���D�Q����w�^������Ч����ˮaƷ�Ľ^����������ս��Ṥˇ̎����^���Ḳ�w��ȫ������ˮaƷ���w�Ľ^�����ȺͿ������������Ϳ��ͨ�^������e�ڮaƷ�����γɺ�Ⱦ���ı�Ĥ��������׃�aƷ���^�������з����Ľ�늳�������߮aƷ���w�ĸ߉��^�����ܡ�ͨ�^��ռ��g����b��ˇ�еđ��ã����M�˺�����ӮaƷ�Ľ^�����o��ˇ���_��������ӮaƷ�|���Ŀɿ��Ͱ�ȫ��
��������
�����S����տƌW���g�İlչ����ռ��g�đ���Խ��Խ�V���������ں��졢���ա������������ɿ؟�˾�׃�������������댧�w�c��ӵȼ�˿ƌW�I��đ��á���ս^�ᡢ������l�����A�����s�����Y����s����⡢�����Ϳ������ռ��g���ں�����ӮaƷ����b��ˇ��Ҳ�õ��V���đ��á����˱��C���������Ŀɿ��Ժ��|���Y�xԇ��Ҫ����ߺ�����ӮaƷ���b�|�����ں�����ӮaƷ�b��ˇ�У���������չ�⡢��ս�������Ϳ����ˇ���g��ͬ�r���似�g�M���������ԇ��о�����չ�⼼�g�����w�^���D�Q����w�^������ս��Ἴ�g����ӮaƷ�Ȳ��o�p϶̎�������Ϳ�����g��������e�ڮaƷ���棬�γɺ�Ⱦ���ı�Ĥ����߮aƷ�Ľ^�����ܣ��Ķ����C������ӮaƷ�|����
1����չ�⼼�g
����1.1�����C��
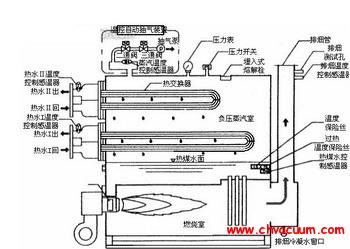
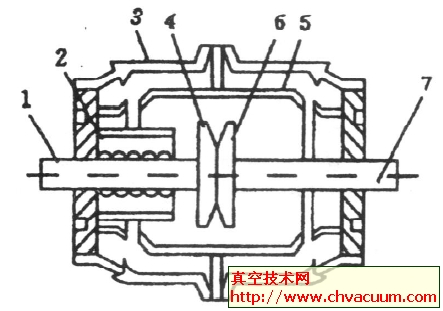
��������nj�Һ�B��������h����֬���ÙCе���ֹ���ʽ�����b�����Ԫ����ģ���У��ڳ��ػ�Ӝؗl������̻����͵��^�̡���չ���ǹ���������l����Ó�⣬Ȼ������l���¹����b�����Ԫ����ģ���У������̻����͵IJ�����ˇ��
���������ڳ��������F��ⲿ���Ȳ��Ě��ݻ�©��ȱ�ݣ����y���C�aƷ���|�����@Щȱ����ɮaƷ�^�������½������F���늕����w���Ȇ��}����D1��ʾ��������չ�ˇ�ܺõؽ�Q�˚��ݻ�©��ȱ�ݵȆ��}����߮aƷ�Ľ^���ԣ����C�ˮaƷ�|����

�D1 �����¹��ȱ�݈D
����1.2����⌍���ϵ��x��
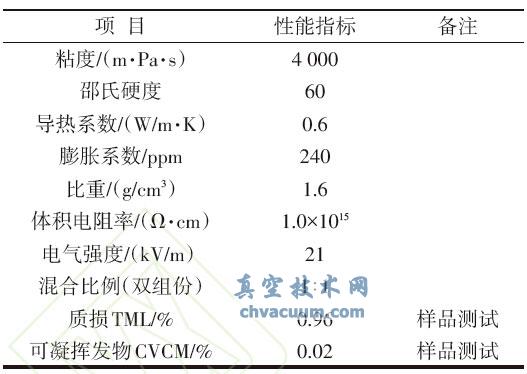
�������õĹ�����һ���h����֬����z��h����֬����^�õČ������ܺ����������ڹ���^���п��Ʋ������߹����r�ܭh���ض�׃����Ӱ푣�ʹ���ϵ���Ûϵ���a��׃�����a���đ������ܕ��p��Ԫ�������c���̻����g�İl��Ҳ����Ԫ������ɓp�ģ����ҭh����֬�����ޏͱ��^���y��ͨ�^�������ù����z�����������M��ԇ���õĆνM���Ҝ������z��GD414�����^ԇ�yԇGD414��Ҫ���ܔ���Ҋ��1���С�
��1 �νM���Ҝ������z���ܔ���

���������z�Ĺ̻����|��һ�N�������Ҝ������z����ճ���^�͵ľ۹������ۺ�����Ҝ���ͨ�^�c��������Ͼ�����ɏ����w��ͨ�^ԇ�l�F�����ڲ����r�o��������M���w������GD414�����Ǐı�����Ȳ��̻��ģ��Ķ��������l���£��Ȳ����w��Û����һ�N���ò����ǵ�������˾���ЙC�菗���w�����p�M�ݹ����z���ϣ��������Ќ����մɷۣ����������^�ã�ʹ�Õr����һ���ı����M�����ϣ���֔�����_ʼ�̻����������yԇ�ЙC�菗���w����Ҫ���ܔ���Ҋ��2���С�
��2 �������ЙC�菗���w���ܔ���
����1.3���͉�����ԇ�
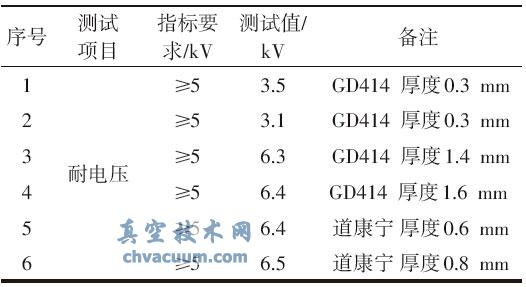
�����ڳ��س�������l���£����ɷN�����z��Ϸքe�M�����͉�����ԇ���ՆνM�ݹ����z���p�M���ЙC�菗���w�M�Мyԇ�������0.3 mm���r������늉�����3.5 kV���£������0.5 mm���ϕr���͉�ֵ�����_��5 kV���ϣ��f�������z��������ϣ��ڳ��س����£�Ϳ�ӵĺ��һ��Ҫ�_��0.5 mm���ϣ��ſ��Ա��C5 000 V���ϵ��͉�ֵ���yԇ�������3���С�
��3 ԇ���͉��z�y�Y��
������l�����͉����Ȝyԇ�����Dz��ÆνM�ݹ����z���ڳ��س����¹̻�������l����늉�����1 500 V����Չ�������400 Pa�r�����F����e����շ�늬F���m��늻����x���늣���ɮaƷ���@�ğ��p��������O��ȡ��ԇ���M�з������l�F��Ʒ��늘O���δ�ص��o���������p�M���ЙC�菗���w�yԇ�r���քe������0.6 mm��0.8 mm��1.0 mm���N��ͬ��ȵ�ģ���M�й�⣬�ڹ̻��^�����M������ճ��⡣��ն���0.1 Pa�Ġ�B�£�ԇ��늉��ӵ�5 000 V�r��Ҳδ���F������늵ȬF��ȡ��ԇ���M�����J������z�飬�]�аl�Fԇ���Ȳ��п�ǻ�����ݵ�ȱ�ݡ���ˣ�ֻҪ����l���Ȳ��՚��Ń����Ϳ��Դ����߽^�����ܡ�
����1.4����չ�ˇ����
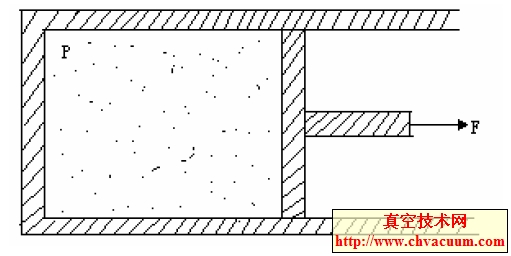
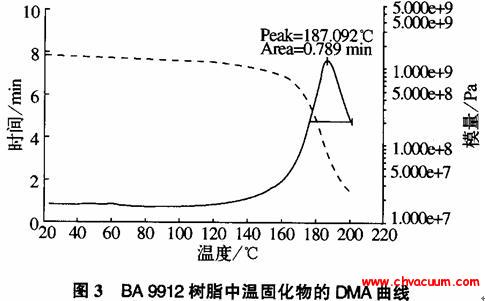
������չ�ˇ������Ҫ������ϴ���A�桢����̎�������ϡ����衢��ճ�����^�̣���D3��ʾ�������OӋ�����ˌ��õĹ��ģ�ߣ����坍���A��h�����aƷ�M������������ɮaƷ��ģ�߃ȳ������ģ�ߣ�Ȼ����ȹ���z�����裬�S���zҺ��ճ��⣻���ڹ������ڳ��B�Ȳ��������Ě��w��ͬ�r�ڌ������M����ȕrҲ�����������Ě��w��������ձ��M��“����”�������p�ٹ�����|�Ȳ��Ě��w��
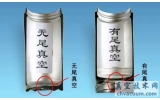
�����_ʼ“����”�ĕr�����ښ��w�^�࣬��ȫ���_����y�����նȡ�������������ն��_��0.1 Pa��Ҫ��r��������|�͕����������������˕r�{����y����������ҵ���նȣ��@�r�����ό����³�����������҃���նȵĶ̕r�g׃����ʹ�ù������еĚ������ѣ������ښ������w���ų������������������͎״��Ժ����σȲ����w�����Ń�����D4��ʾ��
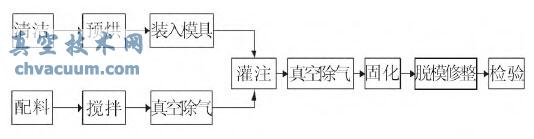
�D3 ��չ�ˇ����

�D4 ��չ��ϸ�aƷ
4���YՓ
�����C���������@���N��b��ˇ����������ռ��g���յ��ܺõ�Ч�����_�����A��Ŀ�ġ���⼼�g�����w�^���D�Q����w�^������Ч������ˮaƷ�^�����������C�˸߉���ڵ͚≺���������������Ἴ�g���aƷ�Ȳ��M�Пo�p϶���o�z©��Ϳ��̎������߮aƷ���w�Ľ^�����ȺͿ��߉�������Ϳ�����gͨ�^������e���ڮaƷ�����γɺ�Ⱦ���һ�£������з�����늳����ı�Ĥ������ˮaƷ���w�ĸ߉��^�����ܡ�����ˮaƷ�|���������˼��g���������C�ˮaƷ����խh���¿ɿ������������Ҫ�Mһ��������ռ��g�����ƹ�ˇ���̣��Mһ����߮aƷ���|����