��վ��@�Ĥ�C�_�폈������ϵ�y�о�
�����U��������վ��@�Ĥ�C�Џ������Ƶı�Ҫ�Ժ͏��s�ԡ�ͨ�^�C����ģ�ķ����������_��^��������ģ��, ���еó�Ӱ푏��������P����, �������һ�N�����g�ӿ��Ʒ�ʽ�OӋ���@�Ĥ�C�_�폈������ϵ�y�ķ������ď����o���͏������ƃɷ���, ������ϵ�y�OӋ�^�������P���������a������Ӌ�㷽���o���˾��w��ʽ��Ԕ�M�f�������`����, ԓ����ϵ�y�Y������, ���ƾ��ȸ�, 푑��ٶȿ��ҷ����Ժá�
��������վ��@�Ĥ�C�OӋ�^����, ���˱��C���a�aƷ���|�������a���B�m�\�D, ��Ҫ���F�����ď������ơ�һ����, �^��ď������ƉĮaƷ�ăȲ��Y��, ʹ�aƷ�l����׃, �����l�������ĬF��; ��һ����, ������ֵ�^С, ���Č����ܿ��o, ����Ӱ�Ĥ�ӵľ���Ⱥ�ƽ����, ��ͮaƷ���|��, ͬ�rҲ��ʹ���İl����ƫ���ȬF���ھ��@�Ĥ����ϵ�y��, ������y����Ҫ�w�F��: 1��������ԡ����ĵ��ٶȺ͏�����һ������ϵ�������, ���_����Ͳ�ٶ����Ǖr׃�ġ����@��һ��ϵ�y��, �ٶȵ�׃���،����������ĸ�׃, ��֮����׃��Ҳ��Ӱ��ٶȡ�2��ϵ�y����ģ��׃�����S���_�����M��, ���ľ폽����׃С, �Ķ�ʹϵ�y�T�Բ����pС�����ƌ��r��Ҫ�����@�Ĥ�C���a�ٶȺܿ�, ���Ԍ�����ϵ�y�Č��r������˺ܸߵ�Ҫ��∀ϵ�y���s�����@ϵ�y���ɺܶ�݁�ӽM�ɵ�ϵ�y, ����ϵ�y֮�g�Ӱ�, ���±�Ĥ���������ஔ���s��
1�����@ϵ�y�Cе�Y��
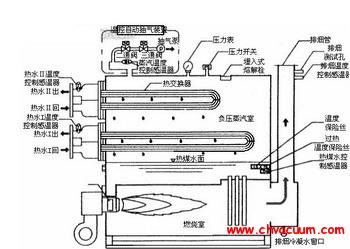
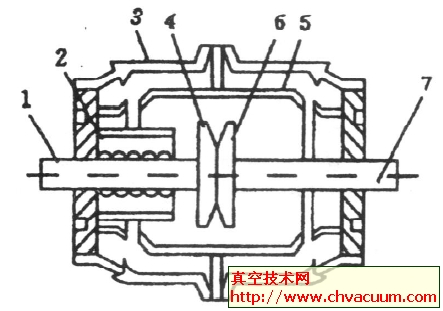
������ZDXL ϵ�и���վ��@�Ĥ�O�����, ����Ҫ���_��^���_�����ׅ^�����l�^���վ����ׅ^���վ�^�岿�ֽM��, ��D1 ��ʾ, �����_��^���_��C�����S ݁�M�M�ɡ�
![]()
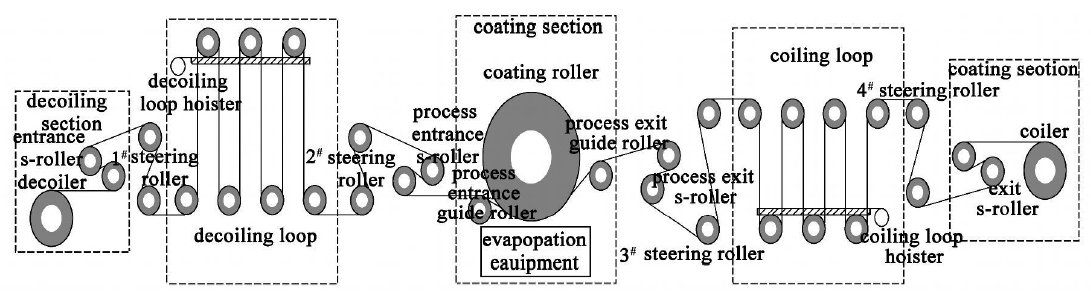
�D1 ����վ��@�Ĥ�C�O��M�ɼ���ˇ·��
5 ���YՓ
��������ᘌ���վ��@�Ĥ�C�����y��ƽ�����ƵĆ��}, �����һ�N�����g�ӏ������Ƶķ�ʽ�OӋ���@�Ĥ�C��������ϵ�y�ķ���, ���o�����OӋ�����P����Ӌ����ʽ��ԓ�����O�了��, �ɱ��^����푑��ٶȿ�, �����Ժ�, �o���׃���a���ļ��нY������ԓ�����ԼӸĄӱ���\���ھ��@�Ĥ�C�վ���,���μ����P�ИI���@�O�����ϵ�y���OӋ��
�����īI
����[1] ꐲ��r. ����τ��Ԅӿ���ϵ�y[M] . ����: �Cе���I������, 1992
����[2] ��־��. ׃�l�{�����ڏ�������ϵ�y�еđ���[J] . ���, 2003, ( 1) : 33- 35
����[3] TetsuzoSakamoto , Yoshikazu Fujino. Modeling and Analysis of a Web Tension Control System [ C] . IEEE Catalog Number:957H8081, 2003
����[4] Tetsuzo Sakamoto, Yosunobn Izumihara. Decentralized ControlStrategies for Web Tension Control System[C] . IEEE Catalog Number: 957H8080, 2003
����[5] ������, �����, ������, ��. �����������O����׃�l��ՙC�M���OӋ����[J] . ��տƌW�c���g�W��, 2007,(1) : 84- 87.
����[6] ������, ꐵ���. ��Ĥ��ȵĶ�̽�^Ӌ��C���r�O��ϵ�y[J] . ��տƌW�c���g, 2001, 21(2) : 661- 961