һ�N�Է��b���g(sh��)�Ƃ�PMMA����ͨ�������о�
�������ĽY(ji��)�ϝ��g���g(sh��)������̻��{��ӡ���g(sh��)���ቺ�{��ӡ���g(sh��)�Ƃ���ۼ���ϩ�����(PMMA)�ϲ��Y(ji��)��(g��u)�����ھֲ��ӟ���Է��b���g(sh��)�ɹ��Ƃ����PMMA ����ͨ�����о��˹�ģ��Y(ji��)��(g��u)����(sh��)���x��Ҫ���Լ���ˇ�^(gu��)���Ќ�(sh��)�(y��n)����(sh��)��(du��)��(sh��)�(y��n)��Ӱ푡���(sh��)�(y��n)�Y(ji��)�����������Ƭ�c��Ƭ����(du��)�\(y��n)��(d��ng)����(y��ng)�cPMMA �ϲ��Y(ji��)��(g��u)����ƽ�У��������Ƃ��׃����С���ߴ���������ͨ����
��������оƬ�ڻ��W(xu��)��������t(y��)�W(xu��)���I(l��ng)����������Ҫ�đ�(y��ng)�ã���Ҫ���F(xi��n)�ںĘ����͡������ٶȿ졢���и��`���ȡ��߷ֱ����Լ����ɶȵȃ�(y��u)��(sh��)������ͨ��������оƬ����Ҫ�M�ɲ��֣���θ߾��ȵ��Ƃ�����ͨ���ɞ鮔(d��ng)ǰ�о��ğ��c(di��n)��(w��n)�}�����I�Ϸ����DZ��^���õ�һ�N���������ڼӟ�Ӊ��ėl���£��I�ϵĽY(ji��)��(g��u)���c���b�ӱ���o�ܽ��|���γɷ����g�������Ķ��a(ch��n)��һ�����I�Ϗ�(qi��ng)�ȡ���ԓ����ȱ�c(di��n)����Ҫ�ߜظ߉��l�����@�ӕ�(hu��)��(d��o)�����ڑB(t��i)�ľۺ���Ѹ�ٻ��������ϲۻ�ʹ���(y��n)��׃�Σ��y�Ծ��_���ƹ�ˇ�^(gu��)�̡�
�����b�ڂ��y(t��ng)���I���^(gu��)�̵IJ��㣬�������һ�N�ֲ��ӟ�����(d��o)�Է��]���g(sh��)�Ƃ�PMMA ͨ�����·�������ͨ�^(gu��)��(xi��n)���|�Ƅ�(d��ng)�ӟ�ۺ���ϲ�픲����ۻ������ß��Ƭ�����w�ۺ�������(d��ng)���`�ڽ��|�^(q��)������(d��o)�������ۺ���ϲۂ�(c��)���Ԅ�(d��ng)��������s����K�γɾۺ�������ͨ������ռ��g(sh��)�W(w��ng)��http://shengya888.com/���J(r��n)��ԓ�����ڽ�Q���y(t��ng)�ۺ���ͨ�����]���g(sh��)���ڵ�ͨ������׃�Ρ���ˇ�r(sh��)�g�L(zh��ng)���ߴ���ƾ��_��Ƿ�ѡ��Y(ji��)��������(qi��ng)�ȼ��g(sh��)ƿ�i���^��ͻ�ơ�
��������(sh��)�(y��n)��Ҫ����PMMA �ϲ��Ƃ���ܷ�ɲ��֡����Ý��g���g(sh��)̎����з����Ե���������ģ�Ĺ�Ƭ�����ڹ�����港�g���ʵIJ���������@�Üϲ��Y(ji��)��(g��u)������������ģ�壬�Y(ji��)������̻��{��ӡ���g(sh��)���ھی�(du��)���������Ҷ�����(PET) �����ϫ@�þ۰�����ϩ����(PUA)�Ĝϲ��Y(ji��)��(g��u)��Ȼ����PUA �ϲ��Y(ji��)��(g��u)��ģ�壬���ßቺ�{��ӡ���g(sh��)�ڲ��������ϫ@��PMMA �Ĝϲ��Y(ji��)��(g��u)�������þֲ��ӟ�����(d��o)�Է��]���g(sh��)�@��PMMA ����ͨ����̽���˹�ģ��ĽY(ji��)��(g��u)����(sh��)��PMMA �ϲ۵ķ����Ԍ�(du��)��(sh��)�(y��n)Ӱ푣���ͨ�^(gu��)��������ģ�ͣ���(sh��)�F(xi��n)�ˌ�(du��)����ƽ�_(t��i)�\(y��n)��(d��ng)�ٶȿ��ơ�
����1����(sh��)�(y��n)
�����ֲ��ӟ�����(d��o)�Է��]���g(sh��)�Ƃ�PMMA ����ͨ������Ҫ�����ɂ�(g��)�^(gu��)�̣������PMMA �ϲ��Y(ji��)��(g��u)���Ƃ��^(gu��)�̼���(du��)����]���^(gu��)�̡�
����1.1��PMMA �ϲ��Y(ji��)��(g��u)���Ƃ�
�������IJ��ßቺ�{��ӡ�ķ�����(l��i)�Ƃ�PMMA�ϲ��Y(ji��)��(g��u)�������Ҫ�Ќ�(du��)��(y��ng)��ģ�塣ͨ�^(gu��)���g���g(sh��)�����Ƃ����ϲ��Y(ji��)��(g��u)ģ�壬���ǿ��]�ڟቺ�{��ӡ�^(gu��)���У���ռ��g(sh��)�W(w��ng)��http://shengya888.com/���J(r��n)������ģ���c��Ƭ�g���N�ϳ̶ȱ�Ӳ�|(zh��)ģ����ã�����������̻��{��ӡ���g(sh��)�����Ի���PET ���Ƃ��PUA �ϲ��Y(ji��)��(g��u)ģ�塣
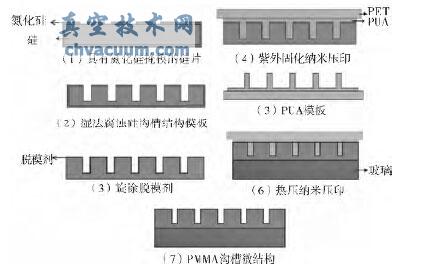
�D1 PMMA �ϲ��Y(ji��)��(g��u)�Ƃ����̈D
�������w�Č�(sh��)�(y��n)����������D1 ��ʾ�������ǝ��g�^(gu��)�̣���(du��)������е�������ģ�Ĺ�Ƭ�M(j��n)�Н��g�����õĸ��g��Һ���|(zh��)����?j��n)?sh��)��50%�Ě��������Һ��ˮԡ�ӟ�ضȞ�80�档�ü����и�C(j��)�����棬���@�R���^�죬�����·������Ҫ�����^�m(x��)�Ò�������@�R�y(c��)����(du��)��(y��ng)�ijߴ煢��(sh��)�����������̻��{��ӡ�^(gu��)�̣����坍�濾�^(gu��)�Ĺ�ģ������2000r/min ���D(zhu��n)����ͿÓģ����Óģ����ʹ�������ڽ���ģ��ı����ܣ��@�������ں��m(x��)��(sh��)�(y��n)��ÓĤ�^(gu��)�̡�Ȼ��Һ�B(t��i)PUA �ε���ģ���ϣ��Ѿ���ճ�Ե�PET ��Ƭ�N�ϵ���ģ���ϣ�ʹ��һ���ĉ���ȥ����(n��i)���Ě��ݣ�Ȼ���������ع�C(j��)���ع�20min���˕r(sh��)Һ�B(t��i)��PUA �ѽ�(j��ng)�̻�����PET �����¼��ɫ@��PUA�ϲ��Y(ji��)��(g��u)ģ�塣����ǟቺ�{��ӡ�^(gu��)�̣���һ�K�坍�濾�^(gu��)�IJ�����Ƭ����2000r/min ���D(zhu��n)����ͿPMMA��120���A(y��)�濾10min�����ڌ�(sh��)�(y��n)��(du��)PMMA ��ȵ�Ҫ����Ҫ��Ϳ?j��)Ɍ�PMMA���ڟ��_(t��i)�ό����Ƃ�õ�PUA ģ���cPMMA �z���N�ϣ�������ʩ��20N �ĉ��������ض����ߵ�180��S��30min�����ض���s��115�泷ȥ��������s��50�����ҽ���PUA ģ�壬�ڲ�����Ƭ�ϵõ�PMMA �ϲ��Y(ji��)��(g��u)��
����1.2��PMMA �ϲ��Y(ji��)��(g��u)�ķ��]
������(sh��)�(y��n)ʹ�õ��O(sh��)����D2(a)��ʾ����(sh��)�(y��n)ǰ���{(di��o)�������_(t��i)��λ�ã�ʹ��ˮƽ�x�_�������_(t��i)��ˮƽ�ȡ�ȡ�ξ�������������ѵĔ�������ӟᲿ�֣�ʹ�Ô����c����ƽ��ƽ�У�������Ƭ�̶��ڃ������X����PTC �ӟ���֮�g�����˱��ڹ̶���Ƭ����(sh��)�(y��n)����PDMS �K�����c��Ƭ�g���oĦ�������C����֮�g���l(f��)������(du��)�\(y��n)��(d��ng)���̶���Ƭ�����á�
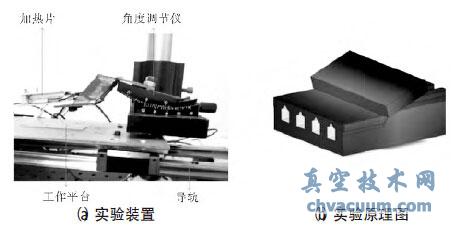
�D2 PMMA �ϲ�픲��ӟ��ڻ���(sh��)�(y��n)�b��(a)��ԭ��D(b)
������(sh��)�(y��n)��ԭ����D2(b)��ʾ��ͨ�^(gu��)���ù�Ƭ��(xi��n)���|�ķ�ʽ�ӟ�PMMA �ϲ۵�픲������ƺÃ����g������(du��)�\(y��n)��(d��ng)�ٶȣ�ʹ��PMMA �ϲ�픲�Ѹ�ٱ��ӟ����ۻ��ضȣ��ڱ��揈���Լ���Ƭ�ĔD�������£�Һ�B(t��i)��PMMA �����ϲۂ�(c��)�����£���(d��ng)���揈���ͷ��՚��_(d��)��ƽ��r(sh��)�����^�m(x��)��������(d��ng)����s��Һ�B(t��i)PMMA �̻���Ɍ�(du��)�ϲ۵��Է��b���Ķ��γ�PMMA ����ͨ������ȡһС�K��Ƭ���棬�Ò�������@�R�^��ͨ���Y(ji��)��(g��u)���о��в��õ�PMMA ��RS-A ldrich ��˾���a(ch��n)�ğ������z��PDMS ��������Dow CorningCorp ��˾���a(ch��n)��184 �A(y��)���w�̻�����10��1�ı������ö��ɵ�;��(sh��)�(y��n)�Y(ji��)��ͨ�^(gu��)��W(xu��)�@�R(Nikon��optipho-t 100)�� ������R(SEM)(����(gu��)FEI ��˾����̖(h��o)sirion200)�^��@�á�
����2�����Y(ji��)
�������Ľ�B��һ�N���þֲ��ӟ�����(d��o)�Է��b���g(sh��)�Ƃ�PMMA ����ͨ���ķ�������(sh��)�(y��n)�^(gu��)�����Ý��g���g(sh��)�Ƃ����Ĝϲ��Y(ji��)��(g��u)���������ģ�壬�Y(ji��)������̻��{��ӡ���g(sh��)��PET �����Ϗ�(f��)�Ƴ�PUA �Ĝϲ��Y(ji��)��(g��u)����ģ�壬�����ßቺ�{��ӡ���g(sh��)��PUA ģ���(f��)�Ƶ����������ϣ��Ƃ��PMMA �ϲ��Y(ji��)��(g��u)�������þֲ��ӟ���Է��b���g(sh��)�ɹ��Ƃ����PMMA ����ͨ������ͨ�^(gu��)������o(w��)�����w˲�B(t��i)����ģ�ͣ��\(y��n)��MATLAB ܛ��ģ�M�ض��S�r(sh��)�g�͂�����x�ķֲ���r��(l��i)�_������(du��)�\(y��n)��(d��ng)�ٶȴ�С��
������(sh��)�(y��n)�Y(ji��)��������ԓ������(sh��)�F(xi��n)�ˏ�Ӳ�|(zh��)ģ�嵽����ģ����D(zhu��n)�ƣ��������Ƃ���߾���PMMA �ϲ��Y(ji��)��(g��u);ռ���ȴ���1 ����ȴ�Ĝϲ۸������ڌ��՚����ڜϲ۵ײ��Ķ��γ�����ͨ��;����(du��)�\(y��n)��(d��ng)�ٶȷ����cPMMA �ϲ۷���ƽ�Еr(sh��)���������γ�׃����С���ߴ���������ͨ����