����Ϳ�ӿ�ƣ�����켼�g
�����������Ƚ�B�˱���Ϳ�ӵĹ��ܼ����Ƃ䷽�������،�Ϳ�Ӹ��N�Ƃ䷽���ă�ȱ�c�M����ӑՓ����ν�B��Ϳ�ӵ���ҪʧЧ��ʽ����Ҫ�֞鏊��ʧЧ��ĥ�pʧЧ���gʧЧ������B��Ϳ�����ܵ��u�r��������Ϳ�ӵ��^�Y�����c���w�ĽY�Ϗ��ȣ�Ӳ�ȣ����g�����ߜأ���������������ָ�������Ϳ�����ܵ��u�r������
1��Ϳ�ӵĹ��ܼ����Ƃ䷽��
����1.1��Ϳ�ӵĹ���
�������̲��ϵı���������W�О�����Ѕ^������ӵď����Լ������Ԍ�����ķ��ۉ���(�e��ƣ�ډ���)�Ї���Ӱ푡���ɲ��ϱ����B�IJ�����������Ҫ���������棺1����������^���У������������γɵ�λ�e�\���������ף�λ�e�\���ܼs������С�����������a��λ�e�Ļ��ƣ�����ȱ�������ڱ������ɣ�2������ı��挦���ӵ������ԏ����ɳɞ��c�՚⡢���g���|�������õ�ǰ��ꇵأ��������ı�������������ܵ����g��������������ʹ�É�����3�������㲿���ı�����ۭh���������ӣ��O���γ�ȱ�ڼ��Ѽy�����ڳ��܄��d�Ę������HҪ������������ӹ��|�����ֲڶȣ�߀Ҫ���Ʊ��摪����B����˰lչ���S����揊���ķ�����
����Ϳ����ճ���ڻ��w�϶��c���w�ڽM�ֻ�Y���ȷ����������ı������|���������S��Ȼ��w���Ӄ�Խ�����ԡ����ñ���Ϳ�ӿɸ��^�����ĘO�˷��ۭh��(���ᡢ��ݗ�䡢��ĥ�������g�����_ˢ����ײ��)�����P�I�����O�������ܣ��Ķ���ߘ�����ʹ�É����Ϳɿ��ԡ����������Ϳ�ӿ��ԆΪ����OӋ�����Ԍ���ʩ�ӷ��oͿ�ӵ��㲿�����ȿ��Ա���������������е����ď������ܣ��ֿ��ԓ��б���Ϳ�ӵĸ����c���ߏ��ȡ��ߵĔ����g�ԡ��ߵğ���Ûϵ�������õ��ߜظ��g�ԡ���ĥ���Լ��^�͵ğጧ�ʵȃ������ܡ�
����1.2��Ϳ�ӵ��Ƃ䷽��
������ه�����Ƃ�Ϳ�ӷNIJ�ͬ������Ϳ�Ӽ��gҲ�ж�N�x���@Щ���g�ڹ�ˇ�ɱ���Ч�ʡ�Ϳ���^�Y����Ϳ���c���w�Y�Ϗ��ȵȷ��涼���ڲ�e�����Ϳ�ӵ��Ƃ䷽�����M��ͬ����ه��Ϳ�ӵ��Ƃ乤ˇ���֣���Ҫ�����ᇊͿ����Uɢ�B�����W������e(CVD)�����������e(PVD)��ˢͿ�ͽ�Ϳ���僡����W僵ȡ����挦������Ҫ��Ϳ���Ƃ䷽���M�к�Ҫ��B��
�����ᇊͿ���g��һ�N���y��Ϳ���Ƃ��ֶΣ��ɱ��͡�Ч�ʸߣ��m�ڹ��I�����a��������lչѸ�١��ᇊͿ����������ij�N��Դ��Ϳ�Ӳ��ϼӟᵽ���ڻ�����ڠ�B��Ȼ����������������������w���䵽���w���棬���e���ɾ���ij�N���ܵı���Ϳ�ӡ��ᇊͿͿ���γ��^�̴��½��^�ӟ�—����—�ۻ�—�ټ���—ײ�����w—��s����—�γ�Ϳ���@—�^�̡�������Դ�IJ�ͬ����ռ��g�W(http://shengya888.com/)�J��ᇊͿ�֞�늻���Ϳ���g�����懊Ϳ���g�����x�Ӈ�Ϳ���g����ը��Ϳ���g����������������c��
����(1)�Ƃ䷽������
�����ᇊͿ������Ҫ�֞�늻���Ϳ�����懊Ϳ�����x�Ӈ�Ϳ�ͱ�ը��Ϳ�Ĵ���ָ������c���ɸ�����ͬҪ���x��ͬ���Ƃ䷽����
����(2)Ϳ�Ӳ��ϷNV��
�������N���١��Ͻ��մɡ����ϼ���ͺ��w��ֻҪ�ڟᇊͿ�ĸߜ؟�Դ�в��a�����طֽ⡢�����Լ����l�������_���ۻ�����ۻ���B(�����䇊Ϳ߀��������ȫ�̑B)�����ɲ��ßᇊͿ�γ�Ϳ�ӣ���ˣ���Ϳ���Ϸ����V����Ʒ�N���ӡ�
����(3)�������������^��
����������ֻ�����ڽ��ٻ��w�⣬������ˇ�������m���ڸ��N���ϱ����Ƃ�Ϳ�ӣ����������մɡ������ȟo�C�����Լ����ϡ�ľ�ġ����������ЙC���ϡ�
����(4)�����w��������Ӱ�С
�������˻��懊���⣬�ڇ�Ϳʩ���й����ضȿɵ����Ҝ���200 �棬��ĸ�ĵğ�Ӱ�С������׃��С��
����(5)�����ijߴ��С���Π�������С
�������������w�������M�Ї�Ϳ��Ҳ�����ڴ��͘������������χ�Ϳ�������͘����ľֲ������M�Ї�Ϳ���ǼȽ������`��ķ�����
�����ᇊͿ���g���ھ����������ă��c���ܵ��˂�����ҕ��Ŀǰ���ᇊͿ���g�яV�������ں��졢�������Cе��ұ��ʯ�͡�������܇�v��������Ȳ��T����Ҫ����ĥ�p�����g�����������ߜء������Լ���Ҫ���挧늡��^�����pĦ��������ݗ��Ȉ��ϰl�]����Ҫ�����ã�����߀��u��������������ȼ��늳غ�̫���늳ص��I��Uɢ�B��ͨ�^�c���w���|���c��ȴ_��Ԫ�ط����Ķ���׃�˻��w����γɵ�Ϳ�ӵļ��g��Ҳ��Ŀǰ������V��һ�NͿ���Ƃ似�g�����ô˷����Ƃ��Ϳ���c���w�Ͻ�ұ��Y�ϣ����Ϳ�ӵĸ������á��Ҋ�ğ�Uɢ�B�ǻ���懡�⒡��F���Ͻ�Uɢ�B��������γɽ����g��������еĔUɢԪ�ض����X���t����ȡ��ԝB�X�Ӟ������f����Uɢ�B�Ƃ�Ϳ�ӵ�ԭ������懡�⒡��F���Ͻ�Uɢ�B�X�^���У������γɽ����g�X�����β-NiAl��β-CoAl��FeAl �ȣ������@Щ�����g�����������r�γ�Al2O3�����w�Ͻ���������@�ӔUɢͿ�ӣ��Ķ����˺õĿ��������ܡ��Ƃ��X����Ϳ�ӵğ�Uɢ�B�X��ˇ���죬�������ӣ���Ҫ�ĝB�X�����й��w��ĩ�B�X���ϝ{�B�X�����w�B�X��CVD �B�X�ȡ�
����CVD Ҳ�Q���W������e����ԭ�������Ú������|�ğ�ֽ⡢��ϳɻW��ݔ���^�̣��ڹ��w���������ɹ̑B���e�ӵ��^�̡�PVD Ҳ�Q����������e����ԭ����������������ԭ���|׃���B����ֱ�ӻ��c������B���|�������ڻ��ı����γ�Ϳ��(��Ĥ)�Ŀɿ��^�̣�ͨ����������M�С�����ˇ���̄��֣�Ĥ�ӵ����ɱ�횽��^���w→���w→���w�����A�Ρ����û��W������e(CVD)�����������e(PVD)�@�ɷN���g���������Ͻӽ�ԭ�����������������ɢ�ı�����e���g���ܷܺ������ȡ���N�y�ۻ����ﱡĤ��ͨ�^��׃��ˇ�������˞�ؿ���Ĥ�ӵĻ��W�ɷ֡����w�Y�������L���ʣ�������ȡ�Ό�Ĥ������Ĥ�͏ͺ�Ĥ�ȣ��Ķ��ܝM����Nʹ��Ҫ���Ԍ����͏��s���Y�������Ĺ����M��̎����僌ӵĸ�����r�ܺã������������ϵ�y���M��Ϳ������ˇ�^�̸Ƀ����坍����僌ӵ���Ⱦ�١��ɴ˿�Ҋ������PVD��CVD �@Ȼ���������gҪ��Խ�ö࣬���H僌ӵ��|���^�ߣ��������ڴ�Ҏģ���a���Ԅӻ����a����Ȼ���@�ɷN���g߀���ڰlչ�У�������Ҫ�Mһ�����M�c����֮̎��
����ˢͿ�ͽ�Ϳ���乤ˇ���㣬�����`��������ˆTҪ��ͣ��ɱ��^�ͣ��������҇��������ձ��Ϳ���Ƃ䷽���������僺ͻ��W�������Ⱦ�h����ԭ������ѽ����c���ơ�
2��Ϳ�ӵ���ҪʧЧ��ʽ
��������Ϳ��ʧЧ���¿ɚw�Y�鏊��ʧЧ��ĥ�pʧЧ���gʧЧ�������档
����2.1������ʧЧ
��������ʧЧȡ�Q��Ϳ�ӵ�����Cе���ܡ�����Cе������Ҫ��ָ���暈���������ӹ�Ӳ���ӵȡ���Ϳ�Ӵ��ښ����������r�����Ӿ�ƣ���Ѽy�Įa�����Uչ����������ƣ�ڏ��ȣ���Ϳ�Ӵ��ښ����������r������t���������g�Ɖģ��a�������Ѽy��������ƣ�ڏ��ȡ����ښ������������ʧЧ��ʽ�����N��
����(1)��
�������������c�����������£�Ϳ���c���w֮�g���Ѽy�������lչֱ���_���Ѽy“�”���ʧЧ���x���^�̡���Ϳ��̎�ډ�������B�·�ʧЧ���ЃɷN��ʽ��߅���Ӻ��N������D1a ��c��ʾ��
����(2)�_��
���������������µ��_����Ϳ�����ձ�ʧЧ��ʽ֮һ���@�N�_��ͨ���Ա��渽����ȱ�ݞ�Դ��һ�����^�������R��l�����Ѽy����ֱͿ�ӔUչ��ֱ��Ϳ���c���w�Ľ���̎���������̎���Б����^���w���ϵ���չ���^���Ϳ���c���w�ĽY���ֺ��r���п�������w�Ȳ��Uչ��ɻ�
�����w�Ɖġ����Ϳ���c���w�Y�Ϗ����^����w�����^�ã��@Щ�ѼyҲ���܌����õ�ጷţ���������Ϳ�Ӯa���Ɖġ��@�f����Ϳ�ӵ�ʧЧ�О��c�����������P���@Щ������Ҫ����Ϳ�ӃȲ��đ���ˮƽ��Ϳ�ӽY�Ϗ��Ⱥͻ��w���Եȡ���D1b ��ʾ��
����(3)�N��
�����ډ�������B�£�Ϳ���c���w�ڽ���̎���w���ֽY�ϣ����ڽ����ijЩ�^���ѽ��l���˷��x��Ϳ���ډ����������½�����x̎�l���N�����S������̎�Ѽy�ĔUչ���N�����הUչ�ɞ�Û�ѡ���D1d ��ʾ��
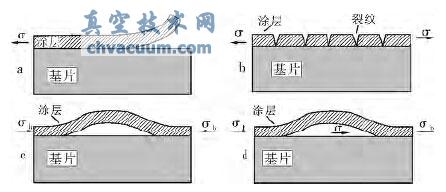
�D1 ������������Ϳ��ʧЧ������ʽ
��������ӵļӹ�Ӳ���������ƣ�ڏ�����һ��Ӱ푡��m�ȵļӹ�Ӳ������ֹ�����Ѽy�ĔUչ�����Ѽy�Įa������������ƣ�ڏ��ȡ����ӹ�Ӳ���^�ڇ��ؕ�ʹ�������M��׃�࣬���׳��F�Ѽy���Ķ�ʹƣ�ڏ��Ƚ��͡�
����2.2��ĥ�pʧЧ
����ĥ�p��Ҫȡ�Q��Ϳ��Ӳ�Ⱥ�Ϳ�ӵ��^���Π����ֲڶȡ�����ֲڶȕ�Ӱ푳��ܽ�׃�d�ɵ������ƣ�ڏ��ȡ�ĥ�pʧЧ�֞�ĥ��ĥ�p������ƣ��ĥ�p��ճ��ĥ�p����ĥ�p���gĥ�p��
����ĥ��ĥ�p�����w�����cӲ�|�w����Ӳ�|����(����Ӳ����)�Ħ�����������ϓpʧ�F��
��������ƣ��ĥ�p���ɽ��|�����ڽ�׃���|�������������£����ϱ�����ƣ�ڶ��a�����|�pʧ��ճ��ĥ�p��Ħ���������\�ӕr������ճ���ĽY������ɽ��|����ٓp�ġ�
������ĥ�p���ɽ��|���g�]�������\�ӣ��������׃��ؓ��Ӱ��£����^С�����������ӣ����|���g���a��������С������ĥ�p��ĩ���Ķ���ɵ�ĥ�p�Q����ĥ�p��
�������gĥ�p�����|������Ħ�����^���У���������c�܇����|�l�����W��늻��W�������Ķ����F�����|�pʧ��
����2.3�����gʧЧ
����Ϳ�ӵ������C���c���ٵ���ȫ��ơ������w���ضȵȭh�������⣬�������C����Ҫ��Ϳ�ӵijɷ֡��@�Y����������С�țQ���������g�C���ɷ֞飺늻��W���g���������g�ͻ��W���g�����ϵ���̎�ĭh���֞鹤�I�h������Ȼ�h�����@��h���в��ϵĸ��g������늻��W���g������늻��W���g��Ϳ�Ӹ��g���ձ��Եĸ��g��늻��W���g��Ϳ�ӱ����c��늵Ľ��|(늽��|)�l��늻��W�����������Ϳ���Ɖ���ʽ���κ���늻��W�C���M�еĸ��g�������ٰ�����һ��ꎘO������һ��ꖘO�����������^���كȲ���������ͽ��|�е��x�����γɻ�·��ꖘO�����������^�̣�ꎘO������߀ԭ�^�̡������c�ǣ����g�v�̿ɷ֞�ɂ�����������ͬ�r�M�е��^�̡����ٵ�늻��W���gԭ���ڱ��|���c��֪���~- �\ԭ늳���һ�ӵġ��@�N������ٸ��g�Ķ�·ԭ늳أ��������gԭ늳ء�늻��W���g�����ձ顢�Ҋ�ĸ��g�������ں�ˮ�������N늽��|��Һ�еĸ��g�����ڴ��
3��Ϳ�����ܵ��u�r����
����Ϳ���������S�����ص�Ӱ푡�һ����f���u�rһ�NͿ������Ҫ�C�Ͽ��]Ϳ�ӵĽY�����������W���ܡ��������Ϳ����g���ܵȡ�
����3.1��Ϳ�ӵĽY������
����Ϳ�ӵ��S�����ܶ��cͿ�ӵĽY���������P�������úηN�Ƃ䷽���Ƃ��Ϳ�Ӷ��Ǹ����Եģ���ᇊͿͿ�ӳ�Ƭ�Ӡ�(splat)��PVD Ϳ�ӳ�����(column)����Μʴ_�������y��Ϳ�ӵ��@�Y����������Ƭ�ӻ�����ijߴ缰��С�ֲ����Լ�Ϳ�ӵĺ��^�������ȶ��Ƿdz���Ҫ�ġ�ͨ�����ù�W���෨����ͨ�^��W���෨�^�y�ĽY���c�����õĘ�Ʒ�Ƃ似�g������ߵĘ�Ʒ�Ƃ似�ܺͷ��������кܴ��Pϵ�������ձ��Jͬ�Ę˜��Ƃ似�g���M���ܜp���^���@�Y����׃���ԣ��������ڜʴ_����Ϳ�ӵĽY�����������Ò�����R�ɸ����µ��^��Ϳ�ӵĽY��������
����3.2��Ϳ�ӵ����W����
����Ϳ�ӵ����W���܌�Ϳ�ӵ����ܡ�ʹ�É����ИO��Ҫ��Ӱ푡�Ϳ�ӵ����W�����c���ۜضȡ��r�g���Pϵ�ѳɞ鱊���о��е����}������Ϳ�����W���ܵĜy���c�u�r߀�hδ�V���˜ʻ�[9]���u��Ϳ�ӵ����W���ܑ��քe�yԇ���N����ָ�ˣ�
����(1)�Y�Ϗ���
����Ϳ���c���w�g�ĽY�Ϗ����ǛQ��Ϳ���ܷ��õ�һ����Ҫ������Ϳ�ӵĽY�Ϗ����cĤ�Ӻͻ��w֮�g�Y�����Ĵ�С���P��߀�cͿ�ӵđ�����B���P�������y���Y�Ϗ��ȵ���Ҫ�������zճ���취�����۷������뷨���������ȡ�
����(2)Ӳ��
����Ӳ����Ϳ�Ӻ���Ҫ������ָ�ˡ����|�ϣ�Ӳ������ȡ�Q�ڲ������I������c���ԡ�Ӳ�ȸߵIJ��ϣ�һ����иߵăȾ��ܣ��^�̵��x���I���^�ߵĹ��r�I�����ϵ�Ӳ�Ȍ��S�������������x���I�����r�I�����IJ�ͬ��׃��������ʯ�Ǽ����r�I��Ӳ����ߣ�������������Ҫ�ǹ��r�I�������������Ľ����I����Ӳ�ȴ�֮��
����(3)�ȑ���
����Ϳ�ӑ�����B���о�ʮ����Ҫ�������Ӱ�Ϳ�ӵĽY�Ϗ��ȡ�Ϳ�ӵăȑ����Ĵ��ڣ�������Ϳ�Ӽ��c����ӵĻ��w�ȃ����������ď����ܡ�
����������e��Ϳ�Ӳ���̎����������B����̎�ډ�������B�����l���e��Ϳ��ͨ��̎����������B�����R����e��Ϳ��ͨ��̎�ډ�������B��һ����f��Ϳ�ӵăȑ����ɷ֞�ȷA�����͟ᑪ���ɲ��֣��ȷA������Դ�����L�^���еăȲ�ȱ�ݻ�Ĥ�c���w֮�g�Y���ϵ��e�䣻���ᑪ����Դ��Ĥ�c���w�g����Ûϵ���IJ���y��Ϳ�Ӄȑ����ķ���ͨ����X �侀���䷽���ȡ�
����(4)���Ⱥ��g��
����僌Ӳ��ϱ�횾������õď��Ⱥ��g�ԡ���AlCrN Ϳ�ӵ��Ƃ�����������о��У�僌Ӳ����г��F���Ѽy���ܕ��ڻ��w�ДUչ���Ķ�������w�����γ��Ѽy�����¹�������ȫ�Ɖġ��@�N��r�ڸ���䓲������Ӳ�|Ϳ�ӕr���r�аl�������ǃH�кõď��ȶ�ȱ���g��Ҳ���ܳɞ�õ���ĥͿ�ӡ�
����3.3���������Ϳ��ḯ�g����
���������⌦Ϳ�ӿ��ߜ��������ܺͿ��ḯ�g���ܷ�����о����ܻ��S�������һ������o�B�t������Ԅӿ���ѭ�h�b�õĸߜؠt�� Ҳ�иߜحh����ϵ�ĸߵ���ȼ������¶ԇ�T���׃��¶�r�g���ضȡ�ѭ�h���ʻ��g�̶ȣ������@�����ѷe�۴������о��Y�����@Щ�u�r�c����ϵ�o�ܣ�����ԇ�ӵĎ��Π�͜yԇ�l���S�ӹ��ߺ͌���߶���׃����ˣ���ռ��g�W(http://shengya888.com/)�J�錦Ϳ�ӿ������Ϳ��ḯ�g���ܽ����˜ʻ��yԇϵ�y����Ŭ����
4�����Y
��������Ϳ�ӿ�ƣ�����켼�g�����������M�и��ԣ���ߘ���������������ƣ�ڱ���׃�|�ӣ��Ķ����������ĘO�˷������ܡ�����Ϳ�ӷNIJ�ͬ��Ϳ�ӵ��Ƃ䷽�����M��ͬ���ɸ�����Ҫ���ò�ͬ���Ƃ䷽���Ƃ䲻ͬ��Ϳ�ӡ��S���P�ڱ���Ϳ��ʧЧ��ʽ�IJ����о����ь����ƉęC�����˳�ֵ��J�R�����������P���ƉĜʄt�����_�����P�����ƉĘ˜ʣ���ʴ_�������u�rͿ�ӵĸ��N�����ṩ�˜ʄt��������Ϳ���wϵ�����ď��s�Լ�����wʹ�íh���Ķ�׃�ԣ�ʹ��Ϳ�������u�r������о�׃�÷dz����s�����y��ȱ��������Ч�ķ����y�����g��һ��ʮ��ͻ����ԭ����һ���棬Ϳ�����ܵ��u�r��Ҫ���wϵ��ͬ����������M���u�r������ڌ��H�����г���ȡ��N���g���e�IJ��ԣ��Ԍ��F��Ϳ���wϵȫ�������Ч���u�r��
�����S������Ϳ�Ӽ��g�о��IJ������룬����Ϳ�ӵ��Ƃ䷽��Ҳ�ڲ���õ����£�Ϳ�ӵ��u�r�wϵ�������ƣ�����Ϳ�Ӽ��g�����и��졢��ȫ��İlչ��Ϳ�ӿ�ƣ�����켼�g���ɞ麽�պ��졢�Cе�������������ʯ�͡������ȶ����I��ز����ٵĿ�ƣ�����켼�g��