�P���^�uꎘO�F����ˇ��̽ӑ
�������Ľ�B��һ�N�����^�uꎘO�F�����uⒺϽ��ϣ��OӋ��һ���ߺͷ��������Է�����ٵ��M�з�ĩ���uⒺ��ϵ���䣬����B�����F���г��F�ĺ��ϞRɢ���}����Q�������F��Ч���dz��á�
�����������Դ�����n�^�uꎘO���V���ؑ����ڸ���������У������Ǵ����������С������Π��Ҏ�t��СꎘO��ͨ�����Խ������b�����u���b��ꎘOͲ�У��ډ��C���M�Љ��ƣ�ʹ���u�ꎘOͲ�γ�һ�����w;������һЩ�Π���s����Ҏ�t�Ļ��߳ߴ��^���ꎘO���t���m���ډ��C��ֱ���M�Љ��ƣ�һ����Ȍ��u�ۉ��Ƴ�һ���ߴ�ĈA���w(�·Q�u�)�����^���Y�����}��܇�ӹ������cꎘOͲ�M���B�ӡ��B�ӵķ������Բ���������������������������F���ȣ��@Щ���ӷ�ʽ���Ѓ�ȱ�c��������ͬ���������È��ϣ��҂������x����m�ĺ��ӷ���������һЩҪ���ܿ��������Ӻ͛_�����������ԣ���ꎘO����ι̿ɿ��������J�飬���@�N��r�£��u��cꎘOͲ���B�ӷ�ʽ���x�����F������m�������У����ߌ��Y�ό��H���������^�uꎘO���F����ˇ�M��̽ӑ��
����1�����ϵ��x��
�����^�uꎘO���F���nj��u��cꎘOͲ�M�к��ӣ���Ҫ���u�c�f֮�g�ĺ��ӣ������u-�f֮�g���F�������кܶ࣬�ɷֽM�ָ��������c��ͬ�����w��rҊ��1���mȻ�����u-�f֮�g�F���ĺ��ϷNܶ࣬��������ꎘO�������ԣ��ں��ϵ��x���ϣ����H�H�ǿ��]�u-�f���ӵ��ι��ԣ�߀��Ҫ���]�����������ء�һ���^�uꎘO�����ضȼ�����ض���900��1200��֮�g�����ϵ����c���Ҫ�����@���ض�;���⣬ꎘO�l��������ܵ�һЩ���ٲ��ϵ���Ⱦ����l�����ܕ��ܵ�����Ӱ푣�Ҋ�D1�����Ժܶ�N���ٲ��ϲ��m������ꎘO�F����
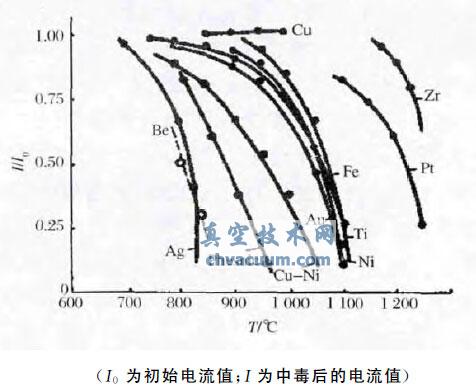
�D1��ꎘO�l������c��ɢ�ڽ��nꎘO�ϵĽ��ٵĜض��Pϵ����
�����C�Ͽ��]���ڌ��H�����У�ꎘO�����߂�������MoRu20��MoCo63������ꎘO�F�����ϣ�MoRu20�����c��1900�棬�ٸߜغ��ϣ�����һ��ꎘO�}�����c��1550�����£�����ʹ��MoRu20�r��һ��������u��cꎘOͲ���F�������M��ꎘO�}�Ľ��n;MoCo63�����c��1330�棬�ٵ͜غ��ϣ�һ�������ꎘO�}�Ľ��n�����M���u��cꎘOͲ���F����Ȼ�����������ϸ���ȱ�ݣ��ߜغ����F���ض�̫�ߣ����t�ӵ�Ҫ��͓p�Ķ��ܸߣ����������u�δ���}���������M���uȲ��Ŀ�϶��;�͜غ��ϵ����c���xꎘO�Ĺ����ضȺͼ���ض�̫�����������ϵIJ���������ɢ�������У����߲�����һ�N�º���———�uⒺϽ��ϣ��F�����ܺã����c��1450�����ң��ڌ��H������Ч���ܺá�
��1�������u-�f���F������
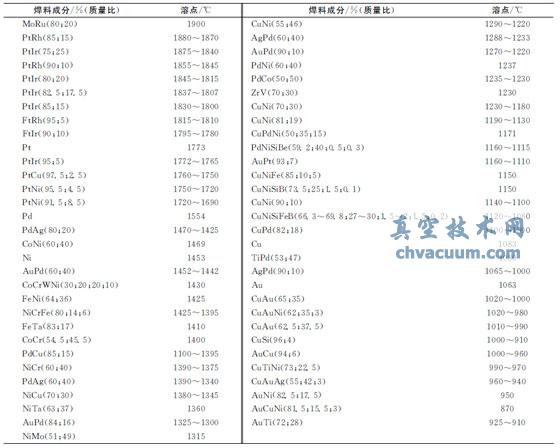
�����uⒺ��������u�ۺ�Ⓑ۰���һ������������ƶ��ɣ����ü��ȸ���99.9%������С��10μm ���u�ۺ�Ⓑۣ���������ښ�����M�Ѓ���̎������(20%��30%)��(80%��70%)�ı����Q���u�ۺ�Ⓑۣ��M�Д�����ֱ������ԓ�uⒺ��ϵ����c��1450�����ң��������H���Y���F���r�ڸ������c50��80��Ĝض��£�����10��20s�������C�˺��ϵ��ڻ������ʣ��䌍������˺��p���ֱ�����ꎘO�}�Ĵ������l�����C��ꎘO�����ܡ�
����2����亸�ϵķ���
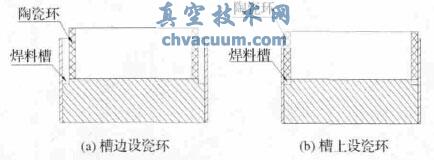
������Ҋ���u��cꎘOͲ���F���Y��ʾ��D��D2�����˷�����ϣ����uı��˕��O�ú��m�ߴ�ĺ��ϲۣ����m���ĺ��Ͼ��������ں��ϲ��С�
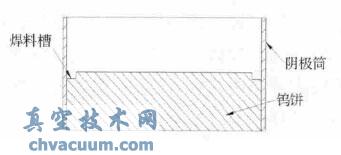
�D2��ꎘO�F���Y��ʾ��D
�������ˌ���ĩ����uⒺ����ܷ��㡢���ٵ��M����䣬�ڌ��`�У��҂����Y��һ���������ȣ���ꎘO�F���У���ϣ�����ϵ���ǡ�Ì����p����܌������֛]�ж���ĺ����ٷe���@��ͨ���F���r����Ҫ���_Ӌ��ͷQ�����ϵ��������˱���ÿ�ηQ�����ϵķ��������ú��ϲ۵��ݷe��С�������ƺ��ϵ����������ǰ��ԇ��У��������ڲ�����M��ƽ���M���F�����^��z�y���p�܇����ϵ���r����Ҫ�r����ԇ�Y���{�����ϲ۵ijߴ磬ֱ�����uⒺ����ڲ�����M��ƽ���F���p�܇��ĺ�����ǡ���ġ���Σ��������ϵ����Ժ����r�ķ����ԣ��OӋ��һ���T������亸�ϵ��o������———ƽ�ס�С�^��Сᘣ������ΈD�քe��D3��ʾ��
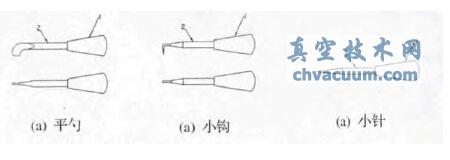
�D3����亸�ϵ��o������
�����D3�У��Dλ1�IJ����ɽ��ٲ����Ƴɣ��Dλ2�ǰ��֣������zľ���Ȳ����Ƴɡ����]���uⒺ��ώ��д��Ե����ԣ��Լ����o�����ߵĹ��ܣ�ƽ��С�^�ĈDλ1���ٲ����ò����κδ��ԵIJ����Ƴɣ���o�o�Ų��P䓡����~�ȣ�СᘵĈDλ1���ٲ������Î��д��ԵIJ����Ƴɣ���ɷ������F�ȣ�����СᘵĈDλ1�����M�дŻ�����亸�ϕr�����u��cꎘOͲ�b���֮����ƽ��ʢ��������ĺ��ϣ������u����������ϲ۵ĵط���������С�^�hס��������У���ƽ���ɣ�������uı��������ٕ���һЩ������uⒺ��ϣ��˕r������СᘵĶ˲������uı���������ķ�ĩ���ϱ㱻������С��ϣ����p�ɵ،����ຸ��̎���Ƀ���ע��Сᘲ�Ҫ̫�������ϲۡ�ͨ�^�@�ӵ��o�����ߺͲ�����ʽ�����һ��ꎘO���σH�����犣������؏��Ժ�һ���Ըߡ�
����3����Q�F���r��ĩ�����w�R�ķ���
�������ڷ�ĩ���ϵ�ɢ�w�ԣ��Լ��F���^���иߜ������·�ĩ���σȲ��Ě��w��Û��ԭ����ꎘO�F���r�����в���ꎘO�ĺ��ϰl���Rɢ�����ĺ��ϲ��ОRɢ���u��棬���º���ȱʧ�����p�к��ϲ��㡣�@�ӣ�ꎘO��Ҫ�����a�������Ҷ��������a���ĺ������ʕ�ƫ�࣬�F���ĺϸ��ʺ�Ч�ʵͣ��|�����ߡ�ͨ�^ԇ��֪�����ϵĞRɢ��Ҫ�l���ں��ϵ��ۻ��^���С�
������Q�����F�����}�ĺ��ģ����Ƿ�ֹ��ĩ�������F���^���еĞRɢ���@������ں��ϲ��е�ǡ�õĺ�����������������M�뺸�p�У��������ʵ������ܾ��_���ơ����^���]���Q�������մɁ���Q���}������մɾ��Ќ����ϲ������������������ԣ��ں��ϲ۵ăȈA��߅���O��һ������һ���߶ȵ��մɭh(Ҋ�D4(a))�������ں����Ϸ���һ���c���ϲ۳ߴ��ஔ�Ĵɭh(Ҋ�D(b))��������ֹ���ϵĞRɢ�������ЬF�ɵ��c���ϲۃȈA߅���ߴ�ƥ���99�մɭh�����H�����У����õ��ǵ�һ�N���������D4(a)������ʹ�����մɭh��Ч������ҊӰ����ȫ��Q�˷�ĩ���ϵĞRɢ���}�����ϲ��������ĺ��ϣ�ȫ��������M���˺��p�����p�䌍���қ]�ж����ٷe�ĺ��ϣ�ꎘO�F����һ�κϸ����_100%��Ч���dz����롣
�D4���ɭh���O��λ��
����4���YՓ
���������F��ꎘO���ԣ��F���Ĺ�ˇ����Ҫ�������У����߲����uⒺϽ�����ꎘO���F�����ϣ�������ø��N���ϵ����c���OӋ��һ�ɷ����������ĩ���uⒺ��ϵ�С���ߣ������U�����ڌ��H�F���^���������˺��ϞRɢ�Ć��}�Լ������մɵĽ�Q�k��������Ч���ܺá�






