���������λ��ױ���Ĥ������ԵČ��F
����ᘌ����������α���Ĥ������Ե��y�}�������һ�N�µĽ�Q������ͨ�^����Ӌ��ģ�ͣ���ԓ�����M������Փ�������o���˽�Q���������Ĥ������Ե�;�����OӋ���������P�O�䣬ᘌ�Υ250 mm �Ĵ��������α��棬�_���˰в���Ч�R��ֱ�������M����Si Ĥ�����ԇ�Y��������ԓ���g�������У����������Ĥ������Եõ��O����ߡ����P���������ƏV�����������ߴ����λ���Ĥ�ӵľ����Կ��ơ�
����Ĥ��������ǿ���Ĥ�����ܵ���Ҫָ��֮һ����ͬ���Ƃ䷽�������Ԍ��FĤ�����þ����Եķ�����ͬ��������l��������ͨ�^�OӋ�ӹ��m���Π���ړ�������ǹ��ܵȌ��F�����ſ؞R�䡢�x�����R��Ȼ���ԭ���g����ײЧ���ķ�������ͨ�^�Ӵ�вijߴ硢��׃�л��ࡢ��Ƭ����-���D���в�С�ǶȔ[�ӵȌ��F��������Ҏ�����Կ��Ʒ������������ʰ돽�^С�Ļ��ף��п��m��;�����ڴ����ʵ����λ��ױ��棬����������棬�����������ӵĽǶ�׃���ஔ��������׃�ɽ�����������䣬���³��e���ӫ@�õ�����׃���O�Ķ�����ʮ�և��ص�Ĥ������Ԇ��}��������ՓӋ�㣬���ß����l���e���g��Υ150 mm ���������픲��͵ײ�Ĥ������_��6 ��7��֮�࣬����Ҏ�ľ����Կ��Ƽ��g�ѽ����ܝM��Ҫ��
������Ҏ�Ĵſ؞R���O�䣬����ôſذй̶����ӣ���Ƭ�_���D�����D�ķ�ʽ���̶��IJ��ֽY����������H�m����ƽƬ��С���ʵĻ��ס����о��ˆTͨ�^����Ƭ�_�����D�\�ӸĞ����D+�[���\�ӣ���ZnS�^���ό��F��12%��Ĥ�Ӿ����ԣ�����Ƭ�_�\��܉�E�ஔ���s�������A�ߵ��OӋ�ͼӹ�Ҫ��Ҳ�^�ߣ����ƺ͌��F�������^���y��
����ᘌ����λ���Ĥ������Ԇ��}�������һ�N�µ�˼·���OӋ������һ�N���Ͳ��ֵ��ſ؞R���O�����Խ�Q���������λ��������Ĥ�ӵľ����Ԇ��}��
���W����ģ�͵Ľ���
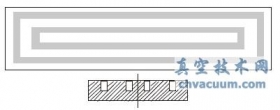
�����������λ��Č��Q�ԽY�����������ɿ�����0 ��90°��ͬ���ȵą^��M�϶��ɡ����ڴˣ�����ijһС�вČ����ײ�ͬ“����”�^���M�ОR����e���������ڞR���^���������D�\�ӣ��t������ɻ�����ijһ���ȭh�Ĥ�ӵij��e��С�в��Ի��Č��Q���Ğ�A�ģ����\��܉�E��1/4 �A�����gЪ�\�ӣ���ϻ������D���t���������������Ĥ�ӵ��Ƃ䡣��ԭ����D1 ��ʾ��
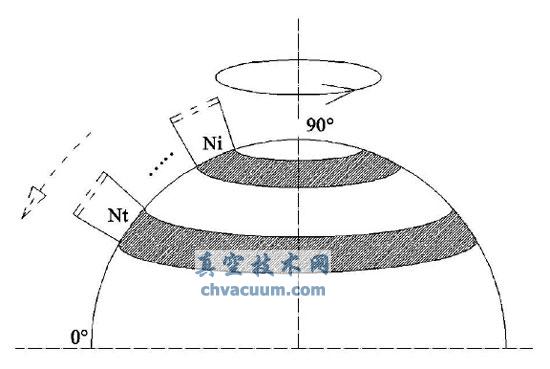
�D1���вĺ����_�\��܉�Eʾ��D
�YՓ
����ᘌ����������λ��ױ���Ĥ�Ӿ������y�}���OӋ������һ�N���Ͳ��ֵĞR����eϵ�y�����ðв��gЪ�[��+�������D�\�ӣ�ͨ�^������ˇ�������{�������Ԍ��F�����ʰ돽���λ��������Ĥ�ӵ����þ����ԣ�Ĥ�Ӻ�ȵIJ�������ƫ����Ը�����Ҫ�M���{����������ͬԭ�������λ��׃ȱ���Ĥ�Ӿ����Ԇ��}Ҳͬ�ӿ��Եõ���Q�����P������߀�����ƏV�����������ߴ�����λ���(����ڡ���ȱ��)������Ĥ�ӵ��Ƃ䡣